Конструкции и классификация сменных многогранных пластин
За счёт использования СМП удается повысить экономичность использования инструментальных материалов. Пластины могут иметь самую разную форму в зависимости от назначения.
В поперечном сечении СМП имеют боковые поверхности, расположенные наклонно или перпендикулярно базовой поверхности. Таким образом, режущие пластины имеют разный задний угол α. При перпендикулярных по отношению к базовой боковых поверхностях задний угол α равен 0°. Такие режущие пластины для обеспечения положительного заднего угла и благоприятных параметров резания должны вставляться в державку наклонно, чтобы на главной и вспомогательной режущих кромках получился положительный задний угол (рисунок 9.14).
При правильной геометрии инструмента одновременно получаются отрицательный передний угол γ и отрицательный угол уклона λ. Задний угол α на главной режущей кромке и осевой задний угол αn на вспомогательной режущей кромке являются положительными за счёт наклонного крепления СМП.
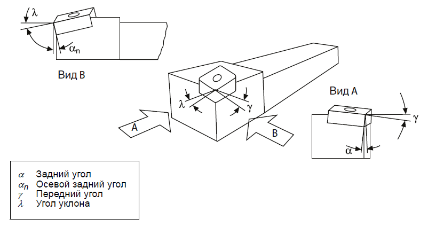
Рисунок 9.14 – Получение отрицательного переднего угла g и отрицательного угла уклона l главной режущей кромки
На рисунке 9.15 представлена классификация сменных многогранных пластин в соответствии со стандартом ISO (обработка точениеми фрезерованием).

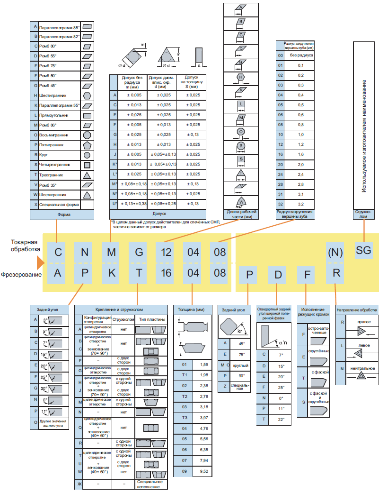
Рисунок 9.15 – Классификация СМП в соответствии со стандартом ISO (обработка точением и фрезерованием)
Дата добавления: 2017-01-16; просмотров: 3452;
Поиск по сайту
Узнать еще
- Arthropoda..Систематика.Насекомые.Морфология.Классификация.Медицинское значение.
- I. КЛАССИФИКАЦИЯ ПО ИСПОЛЬЗОВАНИЮ.
- I. Классификация углеводов.
- I.4. Классификация групп крови
- III.3. Классификация пород-коллекторов нефти и газа
- IV. Классификация в зависимости от локализации источника кровотечения
- IV. Классификация обязательств РК по международным договорам
- IV.3. Классификация залежей нефти и газа

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
