Расчёт основного машинного времени при обработке точением
Общее уравнение для определения основного машинного времени th:
 (10.6)
(10.6)
где: th– основное машинное время [мин], L– общее перемещение инструмента[мм], i–число резов, f–подача [мм/об], n–частота вращения [об/мин].
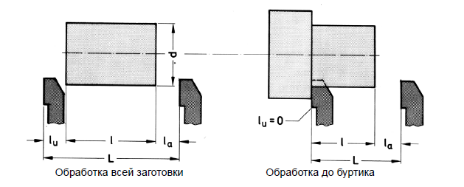
Рисунок 9.9 – Врезание, перебег и общее перемещение при продольном обтачивании цилиндрической поверхности
Для общего перемещения L в данном случае действительно следующее:
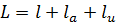 , (10.7)
, (10.7)
где: l–длина заготовки [мм], la–врезание [мм], lu–длина перебега [мм].
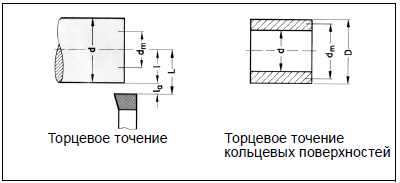
Рисунок 9.10 – Врезание, общее перемещение и средний диаметр при торцевом точении
Для торцевого точения полнотелых цилиндров при  действительно следующее:
действительно следующее:
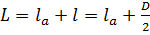 , (10.8)
, (10.8)
где: L – общее перемещение инструмента [мм], l – длина заготовки [мм], la– врезание [мм], D –наружный диаметр заготовки [мм].
Для торцевого точения кольцевых поверхностей (полых цилиндров) при  действительно следующее:
действительно следующее:
 , (10.9)
, (10.9)
где: D – наружный диаметр заготовки [мм], d–внутренний диаметр заготовки [мм], la–врезание [мм], lu–длина перебега [мм].
При расчёте частоты вращения n для торцевого точения используется средний диаметр заготовки dm. Следовательно:
для полнотелого цилиндра:  , для полого цилиндра:
, для полого цилиндра:  , и, таким образом, для частоты вращения n:
, и, таким образом, для частоты вращения n:
 , (10.10)
, (10.10)
где: n–частота вращения [об/мин], vc–скорость резания [м/мин], dm–средний диаметр заготовки [мм].
Дата добавления: 2017-01-16; просмотров: 11403;
Поиск по сайту
Узнать еще
- Appeal –привлекательность.
- Applications (приложения)
- C.) Опытным путем (по времени выхода забойной пачки).
- Cила резания при точении
- Cущность организации и ее основные признаки
- D-технология построения чертежа. Типовые объемные тела: призма, цилиндр, конус, сфера, тор, клин. Построение тел выдавливанием и вращением. Разрезы, сечения.
- D-элементы, их применение в медицине и фармации.
- F50 Расстройства приема пищи

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
