Последовательность назначения режима резания при точении
В теории резания металлов существуют различные методы оптимизации режимов резания. В данной работе поставленная задача реализуется методом последовательного определения элементов режима резания.
Сущность этого наиболее простого и распространённого метода оптимизации состоит в следующем. Основным ограничением экономического характера при реализации метода точения принимается стойкость резца Т, мин. Определяется она по известной формуле [10]
 (2.1)
(2.1)
В соответствии с этой формулой различия во влиянии элементов режима резания на стойкость инструмента определяются сопоставительными величинами показателей степеней при υ, Sо, t. Их количественное соотношение, установленное значительным числом экспериментов, имеет следующий вид:
nT > yT > xT.
Конкретные значения показателей определяются ограничениями на качество обработки, устанавливаемыми чаще всего по параметру шероховатости обрабатываемой поверхности Ra или Rz. Необходимая для их определения информация содержится в справочниках, например, работе [10].
Соотношения показателей степени при элементах режима резания определяют последовательность их назначения, так как из теории оптимизации известно, что выбор в первую очередь должен осуществляться с назначения параметра, влияние которого на искомую функцию наименьшее, в данном случае — с глубины резания t [5]. Вторым элементом режима резания назначают подачу Sо с учётом уже выбранной глубины резания. И только вслед за этим приступают к определению скорости резания υ.
Для назначения υ сначала по двум определённым элементам режима резания t и Sо устанавливают стойкость резца T на основе справочных таблиц. Затем, используя зависимость (2.1), производят расчёт допустимой скорости резания υ по выведенной из неё формуле
 , м/мин (2.2)
, м/мин (2.2)
где Сυ — коэффициент, зависящий от обрабатываемого материала, вида работы и толщины среза; m, xυ, yυ — показатели степени при значениях стойкости инструмента Т, глубины резания t и подачи So, определяемые эмпирическим методом либо по справочникам.
Поправочный коэффициент на скорость резания kυ рассчитывают по формуле (2.3) как произведение частных поправочных коэффициентов, каждый из которых отражает отличие фактического значения одного из конкретных условий резания от использованного при экспериментальном определении значения коэффициента Сυ. В формулу (2.3) включены важнейшие из них. Определяют поправочные коэффициенты по таблицам справочников, например, справочника [10].
 , (2.3)
, (2.3)
где  — поправочный коэффициент на обрабатываемый материал ([10], табл. 1);
— поправочный коэффициент на обрабатываемый материал ([10], табл. 1);  — поправочный коэффициент на состояние обрабатываемой поверхности, определяемое способом получения заготовки и наличием на её поверхности корки или загрязнений ([10], табл. 5);
— поправочный коэффициент на состояние обрабатываемой поверхности, определяемое способом получения заготовки и наличием на её поверхности корки или загрязнений ([10], табл. 5);  — поправочный коэффициент на инструментальный материал ([10], табл. 6);
— поправочный коэффициент на инструментальный материал ([10], табл. 6);  — поправочный коэффициент на величину главного угла в плане резца j ([10], табл. 18);
— поправочный коэффициент на величину главного угла в плане резца j ([10], табл. 18);  — поправочный коэффициент на значение принятой стойкости режущего инструмента Т.
— поправочный коэффициент на значение принятой стойкости режущего инструмента Т.
В целом расчёт режима резания включает в себя три этапа: отбор и анализ необходимой исходной информации, назначение оптимального сочетания элементов режима резания, проверочные расчёты. Основными видами действий при их выполнении являются:
— выбор типа режущего инструмента и его геометрических параметров;
— выбор инструментального материала и смазочно-охлаждающей жидкости;
— назначение глубины резания t;
— назначение или расчёт подачи So;
— назначение или расчёт периода стойкости резца T;
— расчёт скорости главного движения резания υ;
— расчёт составляющих силы резания Pz, Px;
— расчёт мощности привода и выбор металлорежущего станка или проверка режима резания по мощности привода и усилию подачи на заданном станке, имеющем мощность электродвигателя Nэл;
— корректировка скорости резания при недостаточной мощности станка.
Расчёт режима резания для каждого метода обработки имеет свои особенности. В данной работе рассмотрена методика назначения режима резания для обтачивания цилиндрической поверхности, растачивания отверстия и подрезания торца заготовки (рис. 2.1, а, б, в).
Назначение глубины резания. Значение принимаемой глубины резания t зависит от места выполняемой операции в технологическом процессе изготовления изделия (этапы черновой, получистовой, чистовой обработки и тонкого точения) и заданных чертежом точности обработки и шероховатости обработанной поверхности.
При черновой обработке целесообразно весь припуск Z удалить за один рабочий ход. Однако если значение Z/2 превышает допустимую для конкретного станка глубину резания tmax, то удаление припуска осуществляют за несколько рабочих ходов, обозначаемое символом i.
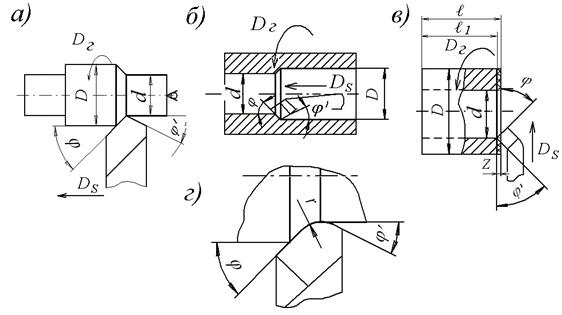
Рис. 2.1. Схемы токарных работ:
а) — обтачивание цилиндрической поверхности; б) — растачивание отверстия, в) — подрезание торца; г) — радиус при вершине резца
Число рабочих ходов зависит, в первую очередь, от жёсткости технологической системы и характеристик обрабатываемого материала. На каждом последующем ходу следует назначать меньшую глубину резания, чем на предшествующем.
При получистовой и чистовой обработке припуск делят на части и удаляют его за несколько рабочих ходов: первый (или несколько начальных) рабочий ход выполняют с большей для данного вида обработки глубиной резания, последний рабочий ход — с меньшей глубиной резания. Конкретные значения t устанавливают, руководствуясь рекомендуемыми в таблице 2.1 данными.
Таблица 2.1
Рекомендации по назначению глубины резания
| Вид точения | Точность обработки, квалитет | Шероховатость Rа, мкм | Глубина резания, t, мм |
| Черновое | 12–14 | более 12,5 | 5,0–8,0 |
| Получистовое | 9–11 | 6,3–12,5 | 2,0–5,0 |
| Чистовое | 7–8 | 1,25–6,3 | 0,5–2,0 |
| Тонкое | 5–6 | 0,32–1,25 | 0,05–0,2 |
При растачивании отверстий в связи с меньшей жёсткостью расточного резца, чем проходного, при назначении глубины резания следует принимать меньшие из указанных в таблице 2.1 значений и проверять возможность их использования по жёсткости применённого инструмента.
Выбор подачи Sо. Подачу Sо, то есть перемещение резца за один оборот заготовки, выбирают в зависимости от назначенной глубины резания и заданной шероховатости обработанной поверхности с учётом ряда ограничений.
Необходимые для принятия решения данные находят по рекомендациям справочников, отраслевых или заводских нормативов по резанию. Затем проверяют правильность назначения подачи по таким критериям, как:
— допустимое осевое усилие подачи станка (ограничивает значение силы Рх);
— допустимый прогиб резца;
— заданная шероховатость обработанной поверхности.
При черновом точении главными ограничениями величины подачи являются прочность и жёсткость державки резца, прочность слабых звеньев механизмов подачи станка, жёсткость обрабатываемой заготовки и метод её закрепления. Учёт этих ограничений осуществляют по таблицам, приведённым в справочниках (по типу таблицы 2.2).
Таблица 2.2
Допустимые подачи при черновом точении сталей резцами
из быстрорежущей стали или твердого сплава
| Диаметр заготовки, D, мм | Размер державки резца, b × h, мм | Подача Sо, мм/об, при глубине резания t | ||
| до 3 мм | от 3 до 5 мм | от 5 до 8 мм | ||
| до 20 | 16 × 25 | 0,3‒0,4 | ‒ | ‒ |
| 25 × 25 | ||||
| 20‒40 | 16 × 25 | 0,4‒0,5 | 0,3‒0,4 | ‒ |
| 25 × 25 | ||||
| 40‒60 | 16 × 25 | 0,5‒0,7 | 0,4‒0,7 | 0,3‒0,5 |
| 25 × 40 | 0,6‒0,9 | 0,5‒0,8 | 0,4‒0,7 | |
| 60‒100 | 16 × 25 | 0,6‒0,9 | 0,5‒0,7 | 0,5‒0,6 |
| 25 × 40 | 0,9‒1,2 | 0,8‒1,1 | 0,7‒0,9 |
При получистовом и чистовом точении подачу выбирают по таблице 2.3 в зависимости от заданной шероховатости обработанной поверхности и радиуса при вершине резца r (см. рис. 2.1, г).
Таблица 2.3
Допустимые подачи при чистовом и получистовом точении сталей резцами из быстрорежущей стали или твёрдого сплава
| Параметр шероховатости поверхности, Ra, мкм | Радиус при вершине резца, r, мм | |||||
| 0,4 | 0,8 | 1,2 | 1,6 | 2,0 | 2,4 | |
| Подача Sо, мм/об | ||||||
| 0,63 | 0,07 | 0,1 | 0,12 | 0,14 | 0,15 | 0,17 |
| 1,25 | 0,1 | 0,13 | 0,165 | 0,19 | 0,21 | 0,23 |
| 2,5 | 0,144 | 0,20 | 0,246 | 0,29 | 0,32 | 0,35 |
| 6,3 | 0,25 | 0,33 | 0,42 | 0,49 | 0,55 | 0,60 |
| 12,5 | 0,35 | 0,51 | 0,63 | 0,72 | 0,80 | 0,87 |
| 0,47 | 0,66 | 0,81 | 0,94 | 1,04 | 1,14 |
Назначение периода стойкости Т. При необходимости получения точных данныхпериод стойкости определяютвычислением с помощью формул, известных из теории резания, в частности, формулы для определения экономически оптимальной стойкости инструмента. Однако проведение такого расчёта требует наличия ряда экспериментально устанавливаемых данных, что усложняет всю процедуру назначения режима обработки.
В среднем экономически целесообразное значение стойкости резца Т, определяемое по этим формулам, находится в пределах 30‒60 минут.
Упрощённая методика предполагает возможность произвольного назначения стойкости инструмента в пределах или даже за пределами ранее указанных значений и учёт допускаемых при этом погрешностей путем расчёта скорости резания по формуле (2.2) с введением в эту формулу поправочного коэффициента  . Чаще всего при назначении режима резания принимают стойкость резца, равную 60 минут. Это связано с тем, что в таком случае поправочный коэффициент
. Чаще всего при назначении режима резания принимают стойкость резца, равную 60 минут. Это связано с тем, что в таком случае поправочный коэффициент  равен 1,0 (таблица 2.4).
равен 1,0 (таблица 2.4).
Таблица 2.4
Поправочные коэффициенты на скорость резания в зависимости от принятой стойкости резца
| Материал инструмента | Коэффициент при периоде стойкости Т, мин
| |||||
| Быстрорежущая сталь | 1,1 | 1,05 | 1,0 | 0,9 | 0,8 | 0,75 |
| Твёрдый сплав | 1,15 | 1,05 | 1,0 | 0,9 | 0,85 | 0,8 |
Расчёт скорости резания. Поскольку значения t, So, T назначены или выбраны по справочнику, определены показатели степени при значениях стойкости инструмента m, xυ, yυ и коэффициент Сυ, скорость резания можно вычислить с помощью зависимости (2.2).
После расчёта скорости резания необходимо по справочным данным определить частоту вращения шпинделя nрасч, выбрать ближайшую меньшую частоту вращения nст из имеющихся на станке значений (пст ≤ nрасч) и затем на основе этого значения произвести расчёт реальной (фактической) скорости резания υp на заданной технологической операции. Методика выполнения данных процедур представлена в работе 1.1.
Именно этими фактическими скоростью главного движения резания υp и частотой вращения шпинделя станка пст нужно оперировать в дальнейших расчётах. Эти расчёты направлены на выбор оборудования и осуществление проверки выполнения ограничений на режим резания.
Выбор оборудования и проверка выполнения ограничений на режим резания. Для реализации поставленных задач необходимо рассчитать силу резания и, в частности, её тангенциальную составляющую по формуле (см. работу 1.5):
 . (2.4)
. (2.4)
Мощность резания Nрез, Вт, затрачиваемую на создание главного движения резания, определяют по формуле
Nрез = Pz υр. (2.5)
Полученное из формулы (2.5) значение Nрез определяет эффективную мощность станка. Исходя из этого значения, далее определяют мощность электродвигателя станка по формуле
Nэл = Nрез / kh, (2.6)
где kh — коэффициент полезного действия станка, который принимают в диапазоне 0,8‒0,9.
По определённому таким образом значению Nэл осуществляют выбор металлорежущего станка или проводят проверку возможности использования имеющегося оборудования для обработки заготовки с выбранным режимом резания. Если значение мощности существующего станка Ncт меньше расчётного значения мощности Nэл, то необходимо либо выбрать для обработки более мощный станок, либо уменьшить параметры режима резания, установив на основе формул (2.5) и (2.6) то предельное значение скорости главного движения резания υ, которое допустимо при обработке на данном станке.
Содержание работы
Работа включает: изучение основ выбора режима резания и назначение режима резания для одного из видов токарных работ с использованием справочного пособия по исходным данным индивидуального задания.
Дата добавления: 2021-05-28; просмотров: 699;
Поиск по сайту
Узнать еще
- A. Узагальнені координати і узагальнені швидкості та прискорення
- API как средство интеграции приложений.
- C04 ППВ с комментариями и примерами
- Cыры, созревающие при участии слизи.
- F00 Деменция при болезни Альцгеймера
- F50 Расстройства приема пищи
- F51 Расстройства сна неорганической природы
- F63 Расстройства привычек и влечений

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
