Наладка электрода-инструмента на заданную глубину прошивания отверстия
Установка глубины прошивания отверстия или глубины полости в заготовке устанавливают на станке с помощью устройства, показанного на рисунке 1.62, которое автоматически отключает движение подачи электрода-инструмента Ds при достижении заданной глубины.
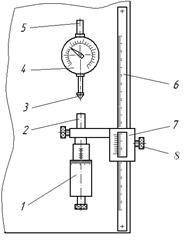
Рис. 1.62. Устройство для установки глубины обработки
Устройство закреплено на шпиндельной бабке 9 (см. рис. 1.59) станка и содержит следующие части: измерительную головку 1 с выдвижным валиком 2, индикатор 4 с наконечником 3, измерительную линейку с делениями 6, движок с нониусной шкалой 7, концевой выключатель 5. Измерительная линейка 6 имеет шкалу от 0 до 200 мм с ценой деления 1 мм, цена деления шкалы нониуса движка 7 равна 0,05 мм.
Для установки с помощью данного устройства заданной глубины обработки отверстия ℓ необходимо:
— ослабить фиксирующий болт 8 движка 7 и отодвинуть движок вниз;
— опустить электрод-инструмент вниз до касания с заготовкой, выполнив следующие действия:
нажать кнопку включения режима быстрого автоматического опускания пиноли шпиндельной бабки 26 (см. рис. 1.60) с электродом-инструментом,
 нажать кнопку 2 перемещения пиноли вниз, расположенную на панели с правой стороны шпиндельной бабки, для её быстрого перемещения (рис. 1.63),
нажать кнопку 2 перемещения пиноли вниз, расположенную на панели с правой стороны шпиндельной бабки, для её быстрого перемещения (рис. 1.63),
выключить выключатель контроля скорости движения пиноли (кнопка 26 на рис. 1.60), когда электрод будет рядом с заготовкой, что обеспечит возможность придания пиноли низкой скорости опускания,
нажать кнопку 2 (рис. 1.63)перемещения пиноли вниз на панели с правой стороны шпиндельной бабки для медленного перемещения пиноли и держать её нажатой до момента касания электрода-инструмента с заготовкой; в момент касания загорается светодиод и включается зуммер;
— поднять движок 7 устройства для задания глубины обработки (рис. 1.62) вверх до упора, перемещая плавно стержнем 2 вверх наконечник 3 индикатора 4;
— установить шкалу индикатора 4 по стрелке на «ноль»;
— переместить стержень 2 измерительной головки вниз на заданную глубину обработки ℓ, производя при этом отсчет перемещения по индикатору 4 с ценой деления 0,01 мм, шкале линейки 6 и нониусу движка 7 или при помощи измерительной головки 1 (цена деления ‒ 0,01 мм);
— закрепить движок 7 на линейке с помощью винта 8 (см. рис. 1.63).
Дата добавления: 2021-05-28; просмотров: 692;
Поиск по сайту
Узнать еще
- В зоне стыка с болтовыми отверстиями.
- Диафрагма с отверстиями
- Для базирования по центровым отверстиям (ГОСТ 14034-74)
- ИСПРАВЛЕНИЕ ПУТИ ПО ДАЛЬНОСТИ ИЗМЕНЕНИЕМ СКОРОСТИ ПОЛЕТА НА ЗАДАННУЮ ВЕЛИЧИНУ
- ИССЛЕДОВАНИЕ И НАЛАДКА ПУСКОЗАЩИТНОЙ АППАРАТУРЫ НА УНИВЕРСАЛЬНОМ СТЕНДЕ МИИСП
- Истечение жидкости через отверстия
- Истечение через малые отверстия в тонкой стенке при постоянном напоре
- Итеративный поиск в глубину

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
