Устройство станка Sure First ED-203
Внешний вид электроэрозионного станкаSure First ED-203с указанием его основных узлов представлен на рисунке 1.59.
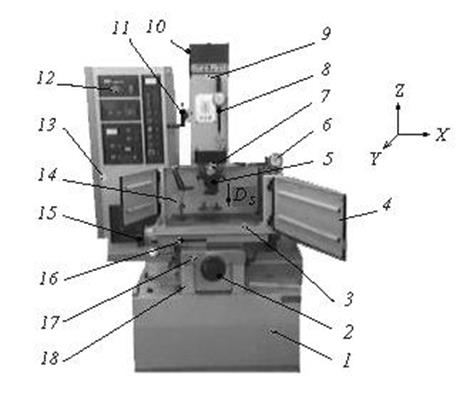
Рис. 1.59. Электроэрозионный станок модели Sure First ED-203
Станок устанавливается на фундамент основанием 1, внутри которого расположен бак с диэлектрической жидкостью ёмкостью 260 литров. На основании станка смонтирована станина 18 с вертикальной колонной 10 и электрошкаф 13 с панелью управления 12. На вертикальных направляющих колонны 10 установлена шпиндельная бабка 9, перемещаемая по направляющим колонны с помощью маховичка 11. Внутри шпиндельной бабки расположена выдвижная пиноль 7, имеющая возможность автоматического перемещения вверх и вниз с помощью кнопок пульта управления, расположенного на правой стороне шпиндельной бабки (на рисунке пульт не показан). На торцовой части пиноли закреплён патрон 5 для установки электрода-инструмента. Электрод-инструмент при обработке с помощью серводвигателя постоянного тока, размещённого в шпиндельной бабке, совершает движение вертикальной подачи Ds.
На верхних направляющих станины 18 расположены поперечные 17 и продольные 16 салазки. Они обеспечивают перемещение заготовки, закрепляемой на рабочем столе станка 3 с помощью маховичков 2 и 15 соответственно по взаимно перпендикулярным направлениям X и Y. Цена деления лимбов поперечного и продольного перемещения салазок равна 0,01 мм.
Рабочий стол 3, имеющий габаритные размеры 500 ´ 250 мм (длина, ширина), размещён в рабочей ванне 14 с открывающейся створкой 4. В ванну насосом закачивается диэлектрическая жидкость.Подача жидкости в ванну 14 осуществляется через штуцер, подсоединённый к гидравлической системе станка.
В ванне станка смонтировано устройство для регулирования уровня диэлектрической жидкости, который при обработке должен быть выше обрабатываемой поверхности заготовки на 30…50 мм. Установку уровня диэлектрика осуществляют при наладке станка, исходя из высоты системы «приспособление — заготовка». Давление подаваемой в ванну жидкости можно контролировать по манометру 6 и регулировать при помощи специального клапана. Для контроля температуры диэлектрической жидкости используется устройство, которое автоматически отключает питание станка при температуре 55 ºС.
Точность и качество выполненных на электроэрозионном станке работ в значительной степени зависят от точности установки и надёжности закрепления электрода-инструмента. Для реализации этих задач на станке предусмотрен патрон 5 (см. рис. 1.59), устанавливаемый в пиноль шпиндельной бабки. Патрон обеспечивает возможность закреплённому в нём электроду-инструменту отклоняться от вертикальной оси на угол ± 10º с помощью регулировочных винтов. Нижняя часть корпуса патрона может поворачиваться вокруг вертикальной оси и фиксировать малый патрон, а вместе с ним и электрод-инструмент в необходимом положении при выверке последнего. Более детально устройство и наладка патрона при установке электрода-инструмента будут рассмотрены в разделе «Наладка электроэрозионного станка Sure First ED-203 на прошивание отверстия».
Физическая модель электроэрозионной обработки характеризуется сложными, многоэтапными процессами, происходящими на электродах и в межэлектродном промежутке. В первую очередь, к таким процессам относят съём материала с обрабатываемой поверхности заготовки и удаление образовавшихся отходов (шлама) из зоны обработки. Скорости протекания этих процессов и время их прохождения должны быть строго согласованы между собой. Нарушение согласования приводит к неустойчивости всего процесса электроэрозионной обработки из-за загрязнения зоны обработки отходами или к снижению производительности съёма материала.
Для реализации этого требования на станке Sure First ED- 203 специальной следящей системой проводится сбор информации о состоянии рабочей зоны и на её основе осуществляется адаптивное управление электрическими и гидравлическими режимами работы станка с помощью сервопривода (следящего привода). Сервопривод станка Sure First ED-203 обеспечивает примерное постоянство в работе межэлектродного торцового зазора dт, называемого управляемым параметром. Величина зазора существенно изменяется только в моменты периодического подъёма электрода-инструмента Dвсп (см. рис. 1.58, а) на расстояния от 0,5 до 15 мм с последующим подводом его в рабочую позицию, что обеспечивает интенсификацию удаления из зоны обработки продуктов эрозии электродов.
Важнейшим элементом сервопривода станка Sure First ED-203 является серводвигатель постоянного тока, обеспечивающий прерывистое поступательное движение электрода-инструмента в направлении движения подачи Ds в момент, когда межэлектродный зазор dт выйдет за пределы установленного оптимального диапазона его значений, определяемых режимом обработки.
Панель управления станкомSure First ED-203, расположенная на лицевой стенке электрошкафа 13 (см. рис. 1.59),представлена на рис. 1.60. Обозначенные на ней кнопки и рукоятки имеют следующие назначения:
1 — главный выключатель питания станка: позиция «0» ‒ питание отключено, позиция «1» ‒ питание включено;
2 — кнопка аварийного останова;
3 — кнопка выключения насоса для прокачки диэлектрической жидкости;
4 —кнопка включения насоса для прокачки диэлектрической жидкости;
5 — датчик уровня диэлектрической жидкости в ванне (включён или выключен);
Рис. 1.60. Панель управления станка Sure First ED-203
6 — кнопка датчика контроля разряда. Если кнопка не нажата, то разряд между электродами не образуется до тех пор, пока диэлектрическая жидкость в ванне не дойдет до уровня, необходимого при электроэрозионной обработке с погружением заготовки в диэлектрик. Образование разряда прекратится, если уровень диэлектрической жидкости в процессе обработки станет ниже требуемого положения. При нажатой кнопке разряд в межэлектродном промежутке образуется без погружения электродов в диэлектрическую жидкость;
7 — кнопка (выключатель) контроля автоматического останова. При не нажатой кнопке в тот момент, когда электрод-инструмент достигнет установленнной глубины обработки, будет отключено питание разряда. После отключения питания пиноль шпиндельной бабки 8 (см. рис. 1.59) с электродом-инструментом отойдёт вверх. При включённой кнопке 7 в момент достижения электродом-инструментом заданной глубины обработки будет полностью отключено питание станка, автоматическое движение подачи электрода-инструмента прекратится, а электрод-инструмент отойдет вверх;
8 — переключатель настройки длительности импульсов tи, устанавливаемой дискретно по значениям, указанным на шкале, в пределах от 1 мкс до 1200 мкс(10-6 ‒ 1,2×10-3 с).
9 — кнопки установки силы тока I при низком напряжении U (40‒60 В) на электродах. Значения силы тока, устанавливаемые при нажатии кнопок с цифрами, указанными на панели управления станка, приведены в таблице 1.30. Требуемое значение силы тока устанавливается нажатием одной или нескольких кнопок. Если ни одна из кнопок не нажата, то используется по умолчанию сила тока равная 0,5 А. Одновременное нажатие нескольких кнопок обеспечивает установку силы тока, равной сумме значений, указанных в таблице 1.30 для каждой из нажатых кнопок, и силы тока при не нажатых кнопках (0,5 А).
Таблица 1.30
Значение силы тока при нажатии кнопок панели для обработки с низким напряжением на электродах
| Кнопка | ½ | 1½ | |||
| Iср,А | 1,25 | 2,5 | 3,75 | 7,5 |
10 — амперметр средних значений силы тока разряда Iср в межэлектродном промежутке;
11 — переключатель диапазона напряжений U на электродах. Имеет две позиции: диапазон низкого напряжения (40‒60 В) и диапазон высокого напряжения (около 300 В). Диапазон высокого напряжения используют для улучшения условий промывки межэлектродного промежутка при обработке и обеспечения стабильности прохождения разрядов;
12 — красный и зелёный светодиоды, указывающие на состояние работы станка и уровень эффективности электроэрозионного съёма материала. При нормальном состоянии работы станка зелёный светодиод (обозначение на панели ‒  ) включён. Эффективная обработка и нормальные условия протекания процесса соответствуют выключенному красному светодиоду (обозначение на панели ‒
) включён. Эффективная обработка и нормальные условия протекания процесса соответствуют выключенному красному светодиоду (обозначение на панели ‒  ). Мигание этого светодиода указывает на низкую эффективность процесса, вызванную плохим удалением отходов из межэлектродного промежутка или нестабильностью искрового разряда. Включение красного светодиода связано с неисправностью в системе работы станка или наличием контакта заготовки и электрода-инструмента;
). Мигание этого светодиода указывает на низкую эффективность процесса, вызванную плохим удалением отходов из межэлектродного промежутка или нестабильностью искрового разряда. Включение красного светодиода связано с неисправностью в системе работы станка или наличием контакта заготовки и электрода-инструмента;
13 — кнопки установки высокого напряжения U (до 300 В) на электродах. Силы тока, обеспечиваемые при нажатии кнопок 13, указаны в таблице 1.31.
Таблица 1.31
Значения силы тока, соответствующие нажатым кнопкам установки высокого напряжения
| Кнопка | |||
| Iср, А | 0,5 |
14 — светодиоды, указывающие при обработке в относительных единицах (от 0 до 100 %) уровень частоты разрядов (светодиод EFF) и чувствительности следящей системы станка к величине отклонения межэлектродного торцового зазора δт от установленного значения (светодиод SERVO). Низкий уровень частоты разрядов соответствует большой длительности импульсов τи. Установленная при наладке станка величина торцового зазора зависит от принятых электрических параметров режима обработки, в первую очередь, от установленных силы тока Iср и напряжения на электродах Uср. Численное значение торцового зазора δт не устанавливается;
15 — переключатель полярности электродов. Имеет три позиции: нулевая, правая — обратная полярность (заготовка — катод), левая позиция — прямая полярность (заготовка — анод).
16 — рукоятка регулировки чувствительности системы к созданию условий для прохождения электрического разряда между электродами. При нормальных условиях обработки эта рукоятка должна быть установлена в положение «2». Поворот рукоятки по часовой стрелке повышает чувствительность системы к началу образования электрического разряда, что не рекомендуется для чистовой обработки и обработки с силой тока I менее 5 А;
17 — переключатель настройки длительности перерывов между импульсами tп;
18 — вольтметр, указывающий среднее значение напряжения на электродах Uср;
19 — рукоятка регулировки высоты периодического подъёма электрода-инструмента с целью удаления продуктов эрозии из межэлектродного промежутка и последующего подвода его в рабочую позицию. Высота подъёма может устанавливаться дискретно в диапазоне от 0,5 до 15 мм. Нормальное значение этой высоты находится в пределах 0,5‒1,5 мм. Наибольшее значение подъема электрода-инструмента соответствует положению рукоятки в позиции 1, наименьшее — в позиции 10;
20 — рукоятка регулировки времени периода подъёма и опускания электрода-инструмента (движение Dвсп). Это время устанавливается дискретно в диапазоне от 0,5 до 10 с в соответствии с позициями рукоятки на панели электрошкафа. Напряжение между электродами в период подъёма ‒ опускания устанавливается равным 100 В;
21 —рукоятка установки оптимального по величине искрового разряда в межэлектродном промежутке путём регулировки напряжения на электродах, а, соответственно, величины межэлектродного торцового зазора. Величина зазора при этом не контролируется. В условиях черновой обработки (Ra более 6,3 мкм) используется напряжение U в диапазоне 40‒45 В. При чистовой обработке (Ra 3,2‒1,25 мкм) напряжение на электродах устанавливают в диапазоне 50‒60 В. Контроль напряжения осуществляют по вольтметру 18 в условиях прохождения рабочего процесса при установленном значении средней силы тока;
22 — рукоятка регулировки чувствительности системы к величине отклонения межэлектродного торцового зазора δт от оптимального установленного значения. Позволяет сохранить стабильный по величине межэлектродный зазор в процессе обработки, а, соответственно, высокую эффективность процесса. Более высокая, чем оптимальная, чувствительность может стать причиной нестабильности разряда, а низкая чувствительность может привести к плохой промывке межэлектродного промежутка и его заполнению продуктами эрозии электродов;
23 — индикатор чувствительности системы к величине отклонения межэлектродного торцового зазора δт;
24 — кнопка включения режима автоматического опускания пиноли шпиндельной бабки 9 (см. рис. 1.63) с электродом-инструментом;
25 — кнопка блокировки пиноли от перемещений при выполнении специальных операций;
26 — кнопка включения быстрого перемещения пиноли шпиндельной бабки. Кнопка нажимается при установке глубины обработки с помощью устройства 8 (см. рис. 1.59);
27 — кнопка включения режима быстрого отвода и подвода электрода-инструмента;
28 — светодиод и зуммер включающиеся в момент контакта заготовки и электрода-инструмента при установке глубины обработки с помощью устройства 8 (см. рис. 1.59).
Дата добавления: 2021-05-28; просмотров: 793;
Поиск по сайту
Узнать еще
- First moment of an area
- THE FIRST WEEK of LIFE. FERTILIZATION to IMPLANTATION PERIOD
- А) Назначение и устройство
- А.7 Устройство и принципы действия адсорбционных аппаратов
- Автоматизированные системы управления металлорежущими станками.
- Административно-территориальное устройство государства
- Административно-территориальное устройство и национальная автономия в КНР
- Административно-территориальное устройство РФ.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
