Расчёт диаметра электрода-инструмента
Номинальный размер электрода-инструмента для прошивания круглого отверстия определяют по формуле
dэи = d ‒ 2δб , (1.49)
где dэи — диаметр электрода-инструмента, мм; d — диаметр отверстия, мм; δб — боковой межэлектродный зазор, мм.
Экспериментально установлено, что величина бокового зазора δб в наибольшей степени зависит от энергии импульса Wи или среднего тока Iср и частоты импульсов f, расхода жидкости через межэлектродный промежуток Q и размеров обрабатываемой поверхности. При заданном электрическом режиме боковой зазор достигает максимума в условиях работы без прокачки диэлектрической жидкости через межэлектродный промежуток и быстро уменьшается с вводом даже незначительной прокачки. Для его расчёта построены интерполяционные модели [9], приведённые далее в виде формул (1.50) и (1.51), рекомендуемых для расчёта межэлектродных зазоров при прошивании отверстия цилиндрическим электродом-инструментом без принудительной циркуляции рабочей жидкости через зазор.
На чистовых режимах dб, мкм, определяется по формуле:
dб = k (2,12 + 4,12Iср – 0,0001f + 3,29q + 0,195Uхх + 39rI +
+ 0785ℓ – 6,5Iср rI – 0,02Iсрℓ ‒ 0,008IсрUхх). (1.50)
На черновых и получистовых режимах dб, мм, равен:

 , (1.51)
, (1.51)
где k — коэффициент, учитывающий сочетания материалов электрода-инструмента и заготовки; для сочетаний медь — сталь 45 k = 1, медь — твёрдый сплав k = 0,5, углеграфит — сталь 45 k = 0,7;
Uхх — напряжение холостого хода, В;
f — частота импульсов, Гц;
rI — плотность тока, А/мм2;
ℓ —глубина прошиваемого отверстия (полости), мм (см. рис. 1.58, а).
Установка и выверка электрода-инструмента
Точность и качество выполненных на электроэрозионном станке работ в значительной степени зависят от точности установки электрода-инструмента. С этой целью после закрепления электрода-инструмента в патроне производится его выверка, обеспечивающая перпендикулярность оси электрода-инструмента столу станка. Для закрепления и выверки электрода в конструкции станка предусмотрен специальный патрон (рис. 1.61), устанавливаемый в пиноль шпиндельной бабки. Патрон крепится фланцем 1 к шпинделю станка при помощи болтов 8.
К фланцу патрона присоединен поворотный корпус 2, имеющий возможность поворачиваться вокруг вертикальной оси патрона на угол ±10 0 (движение  ) с помощью винтов 7. В поворотном корпусе установлен сферический шарнир, обеспечивающий возможность качания закреплённого на нём малого патрона 3, в котором при помощи винта 4 крепится электрод-инструмент. Четыре винта (поз. 5 и 6) позволяют совершать качание малого патрона в двух взаимно перпендикулярных плоскостях и фиксировать его в необходимом положении при установке и выверке электрода-инструмента (движения
) с помощью винтов 7. В поворотном корпусе установлен сферический шарнир, обеспечивающий возможность качания закреплённого на нём малого патрона 3, в котором при помощи винта 4 крепится электрод-инструмент. Четыре винта (поз. 5 и 6) позволяют совершать качание малого патрона в двух взаимно перпендикулярных плоскостях и фиксировать его в необходимом положении при установке и выверке электрода-инструмента (движения  ).
).
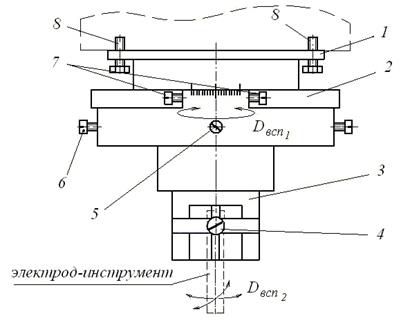
Рис. 1.61. Инструментальный патрон
Дата добавления: 2021-05-28; просмотров: 903;
Поиск по сайту
Узнать еще
- E) Расчет структурных составляющих очага деформации с одним нейтральным сечением
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- IV. РАСЧЕТ РЕКТИФИКАЦИОННЫХ КОЛОНН
- V. ПРИМЕР РАСЧЕТА ФИЛЬТРА ВЫСОКИХ ЧАСТОТ ЧЕБЫШЕВА
- А) Расчет электрической цепи методом свертывания
- А. Расчет на устойчивость
- АВТОМАТИЗАЦИЯ МЕЖБАНКОВСКИХ РАСЧЕТОВ
- Автоматизация расчета и построения базовых конструкций одежды

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
