НАЗНАЧЕНИЕ И УСТРОЙСТВО ЭЛЕКТРОэрозионного СТАНКА марки SURE FIRST МОДЕЛИ ED-203
Цель работы: знания назначения и устройства электроэрозионного станка Sure First ED-203, элементов режима электроэрозионной обработки, содержания и последовательности наладки станка на прошивание отверстий, достижимой точности размеров и шероховатости изготавливаемых поверхностей; умение обработки результатов экспериментов и расчёта по ним технологических характеристик электроэрозионного прошивания отверстий.
Общие сведения
Процесс электроэрозионный обработки основан на явлении электрической эрозии, возникающей при прохождении часто повторяющихся электрических разрядов, создаваемых источником импульсов электрического напряжения, в зазоре dт между электродом-инструментом 1 и электродом-заготовкой 2, помещёнными в ванну 3 с диэлектрической жидкостью (рис. 1.58, а).
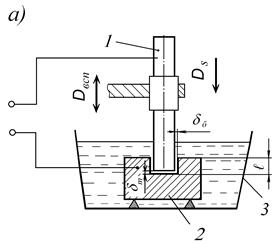
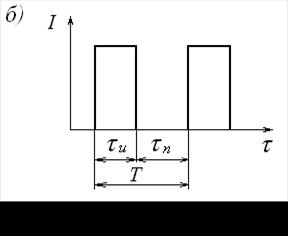
Рис. 1.58. Электроэрозионное прошивание отверстия:
а) — схема электроэрозионного прошивания отверстия; б) — форма импульсов электрического тока
Обработка происходит при поступательном движении Ds электрода-инструмента 1 в направлении заготовки 2, неподвижно закреплённой в ванне на столе станка. Когда торцовый зазор dт между электродом-инструментом и заготовкой становится меньше предельного, между ними происходит искровой разряд длительностью tи = 10-3‒10-7 c. Так как объём искрового канала очень мал, а мощность импульса тока достаточно велика, температура в зоне обработки может достигать 10000‒12000 0С. Поэтому процесс разряда сопровождается интенсивным нагревом, локальным расплавлением металла на поверхностях электрода-инструмента и заготовки и выбросом его из межэлектродного зазора. Выброс расплавленного металла происходит под действием высокого давления, образующегося при тепловом взрыве жидкости в зоне искрового разряда с образованием парового пузырька и последующего его «схлопывания». Большая частота следования разрядов обеспечивает величину общего удельного объёма удаляемого материала достаточную, чтобы использовать данный метод для высокопроизводительной обработки заготовок.
Съём материала происходит преимущественно с одного из электродов, даже если материалы электродов одинаковы. Поэтому заготовку подключают к тому полюсу источника электрических импульсов, на котором эрозия интенсивнее. При малой длительности импульсов tи = 10-5‒10-7 с большему тепловому воздействию подвергается анод, поэтому в качестве такового при этом режиме обработки используют заготовку. При длительности импульсов tи = 10-3‒10-4 с большему тепловому воздействию подвержен катод. Соответственно, заготовка в этих условиях должна быть катодом.
Подключение заготовки к положительному полюсу источника тока (аноду), а электрода-инструмента к отрицательному полюсу (катоду), называют прямой полярностью. Противоположный потенциал на электродах считают обратной полярностью.
Для интенсификации электроэрозионной обработки электрод-инструмент периодически поднимают вверх Dвсп на относительно большие расстояния с последующим подводом в рабочую позицию, что способствует удалению из зоны обработки отходов эрозии электродов.
Основными параметрами импульсов разрядного тока являются: длительность импульсов τи, с, (рис. 1.58, б), частота их следования f, Гц, скважность q и энергия импульса Wи, Дж. Импульсы следуют друг за другом с определённой периодичностью, характеризуемой длительностью паузы τп и периодом T = τи + τп.
Частота следования импульсов f, Гц, обратно пропорциональна их периоду и определяется в зависимости от заданных длительности импульсов и пауз между ними по формуле
f = 1/(τи + τп). (1.46)
Скважность импульсов q — параметр режима электроэрозионной обработки,характеризующий соотношение периода импульсного процесса T и длительности импульса τи:
q = T/τи . (1.47)
Энергия импульса Wи, Дж, определяется как произведение средней силы тока в межэлектродном промежутке Iср, А, на среднее напряжение Ucp, В, на электродах и длительность импульса tи, с. Рассчитывают энергию импульса по формуле
Wи = IcpUcptи .(1.48)
При электроэрозионный обработке охватывающие размеры обрабатываемого контура заготовки получаются больше, а охватываемые — меньше, чем размеры электрода-инструмента (см. рис. 1.58, а) на величину бокового межэлектродного зазора dб,изменяющегося в зависимости от режима обработки в широкомдиапазоне значений: от 0,02 до 0,8 мм. Это обстоятельство необходимо учитывать при проектировании размеров электрода-инструмента и выборе режима обработки.
В процессе электроэрозионный обработки электрод-инструмент изнашивается, что приводит к погрешностям формы и размеров получаемых поверхностей. При прошивке сквозных отверстий эта погрешность может не влиять на точность формируемого размера диаметра, так как отверстие в конце обработки калибруется неизношенной частью инструмента. При обработке несквозных полостей искажённая вследствие износа форма электрода-инструмента копируется на заготовке. Поэтому при необходимости получения точных размеров полости последовательно применяют черновую, получистовую и чистовую обработку заготовки, для чего требуется иметь набор электродов с разными размерами и при переходе от чернового этапа к чистовому этапу провести смену не только электрода-инструмента, но и режима обработки.
Электроэрозионной обработке подвергаются только электропроводные материалы. Производительность и качество обработки практически не зависят от таких механических характеристик материала заготовки как твёрдость, предел прочности, предел текучести. Поэтому методом электроэрозионной обработки можно эффективно обрабатывать заготовки, подвергнутые различным видам упрочнения, металлокерамические твёрдые сплавы, труднообрабатываемые металлы и их сплавы.
 Точность изготовления размеров деталей при электроэрозионной обработкево многом зависит от установленных полярностей электрода-инструмента и заготовки, а также режима обработки. При прямой полярности с tи = 10-5‒10-7 с достигается точность размеров по 5‒7-му квалитетам точности. При прошивании сквозных отверстий на этих режимах погрешности обработки не превышают 0,03‒0,05 мм, а на прецизионных станках даже 0,01‒0,02 мм. При обработке полостей погрешности обработки в этих условиях находятся в пределах 0,03‒0,1 мм. Шероховатость поверхности на чистовых режимах обработки достигает по параметру Ra 1,25 мкм.
Точность изготовления размеров деталей при электроэрозионной обработкево многом зависит от установленных полярностей электрода-инструмента и заготовки, а также режима обработки. При прямой полярности с tи = 10-5‒10-7 с достигается точность размеров по 5‒7-му квалитетам точности. При прошивании сквозных отверстий на этих режимах погрешности обработки не превышают 0,03‒0,05 мм, а на прецизионных станках даже 0,01‒0,02 мм. При обработке полостей погрешности обработки в этих условиях находятся в пределах 0,03‒0,1 мм. Шероховатость поверхности на чистовых режимах обработки достигает по параметру Ra 1,25 мкм.
На обратной полярности с использованием tи = 10-3‒10-4 с точность размеров соответствует 9‒14-му квалитетам точности. Этот режим характеризуется высокой производительностью, значительной высотой микронеровностей, а потому используется для черновой обработки заготовок.
Дата добавления: 2021-05-28; просмотров: 730;
Поиск по сайту
Узнать еще
- First moment of an area
- MATHCAD. Назначение. Основные возможности. Простейшие приемы работы.
- THE FIRST WEEK of LIFE. FERTILIZATION to IMPLANTATION PERIOD
- А) Назначение и устройство
- А. Возникновение и эволюция глобального моделирования
- А. Классификация видов моделирования (Л.5)
- А.1. Назначение и типы сборных элементов и конструкций
- А.7 Устройство и принципы действия адсорбционных аппаратов

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
