Устройство токарного станка модели 16А20Ф3
Токарный станок 16А20Ф3 имеет традиционную для токарных станков компоновку (рис. 1.55).
Станок состоит из основания 1, станины 2, шпиндельной бабки 4, задней бабки 11, суппорта 9 с поперечной кареткой 8 и восьмипозиционной револьверной головкой 7. Основание 1 станка, на котором смонтирована станина 2, оборудовано продольным конвейером 14, транспортирующим стружку. На этом же основании установлен промышленный робот. Заготовку закрепляют в патроне 6, снабжённом электромеханическим приводом зажима 3, или в патроне 6 с поджимом центром пиноли 10 задней бабки, имеющей электромеханический привод осевого перемещения 13. Движение пиноли 10 осуществляют в автоматическом режиме по сигналу от системы управления промышленного робота или при нажатии ножной педали при установке заготовки вручную без участия робота.
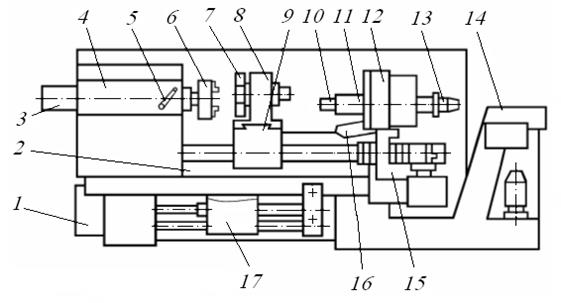
Рис. 1.55. Токарный станок модели 16А20Ф3
Шпиндель станка приводится во вращение двигателем постоянного тока через коробку скоростей, которая обеспечивает три диапазона частот вращения (20–345, 60–1000, 145–2500 об/мин). Переключение диапазонов частот осуществляется по сигналу управляющей программы или вручную рукояткой 5. В пределах каждого диапазона частоту вращения шпинделя можно изменять бесступенчато.
Продольное и поперечное перемещения суппорта 9 и каретки 8 (ускоренные движения и рабочие движения подач) осуществляют от автономных исполнительных электродвигателей через передачи качения типа «винт — гайка». Подачи изменяют бесступенчато в диапазоне 0,5–30 мм/мин по командам управляющей программы.
Пульт управления станком и устройством ЧПУ 12 установлен на поворотной стойке 15, закреплённой на основании станка. На пульте имеются универсальная клавиатура 16 с латинским шрифтом, цифровая клавиатура, а также ряд клавиш для запуска управляющей программы и включения отдельных систем и механизмов станка. Пульт предназначен также для ввода и корректировки управляющей программы, изменения рабочих характеристик станка, размерных и скоростных ограничений на выполнение конкретных технологических переходов и для включения и выключения механизмов станка (поворота револьверной головки, зажима и разжима заготовки, выдвижения пиноли).
На рисунке 1.56 представлена схема управления движением суппорта по направляющим станины (движение продольной подачи).
Рис. 1.56. Схема управления продольным движением суппорта
станка модели 16А20Ф3
Сигналы с программоносителя через считывающее устройство СУ поступают в устройство управления УУ, а затем через блок сравнения БС, дешифратор и усилитель ДШ к исполнительному двигателю ИД. Датчик обратной связи ДОС измеряет действительное перемещение рабочего органа и направляет сигнал в блок сравнения БС. В этом блоке сигналы обратной связи сопоставляются с сигналами от устройства СУ. При расхождении сигналов на выходе из блока БС появляется сигнал, который через усилитель ДШ направляют к исполнительному двигателю ИД. Соответственно этому сигналу происходит перемещение рабочего органа в нужном направлении. Как только рассогласование исчезает, сигналы на выходе блока БС прекращаются.
Управление движениями других исполнительных узлов станка 16А20Ф3 осуществляют по аналогичным схемам.
Дата добавления: 2021-05-28; просмотров: 1089;
Поиск по сайту
Узнать еще
- А) Назначение и устройство
- А. Возникновение и эволюция глобального моделирования
- А. Классификация видов моделирования (Л.5)
- А.7 Устройство и принципы действия адсорбционных аппаратов
- Автоматизированные системы управления металлорежущими станками.
- Адаптивное управление по заданной модели
- Административно-территориальное устройство государства
- Административно-территориальное устройство и национальная автономия в КНР

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
