Устройство и назначение основных узлов токарно-револьверного станка модели 1341
Внешний вид и основные узлы токарно-револьверного станка, представленного в лабораторной работе моделью 1341, показаны на рисунке 1.37.
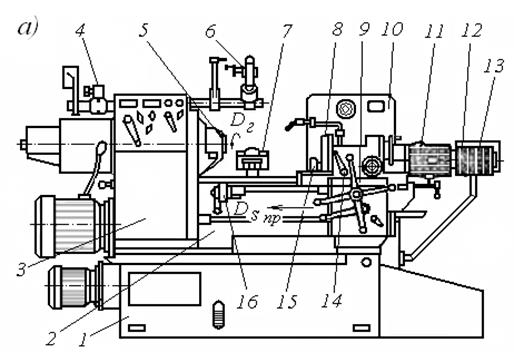
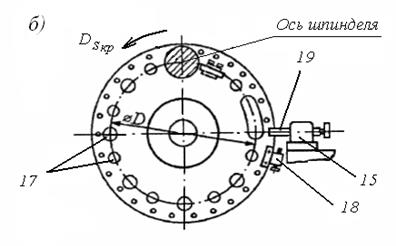
Рис. 1.37. Токарно-револьверный станок модели 1341 (а) и его револьверная головка (б)
Станок имеет горизонтальную ось вращения револьверной головки. На нём можно обрабатывать как прутковые, так и штучные заготовки. Максимальный диаметр заготовки в форме прутка равен 40 мм, штучной заготовки — 400 мм.
Станина станка состоит из основания 1 и верхней части 2, на которой закреплены: передняя бабка 3 с расположенными в ней коробкой скоростей и шпинделем 5, электрошкаф 10, кронштейн 7 с копирной линейкой для точения конусов, командоаппарат 12 для автоматического изменения частоты вращения шпинделя и величины подачи инструмента.
На продольных направляющих верхней части станины находится суппорт 9, несущий револьверную головку 8, имеющую горизонтальную ось вращения, задний барабан упоров 11 и барабан 13 с переставными кулачками. Кулачки путём их размещения при наладке станка в определённой позиции обеспечивают требуемые последовательности переключения и необходимые значения частоты вращения шпинделя 5 станка и подачи суппорта 9 для каждого из инструментов, расположенного в револьверной головке.
Здесь же, на станине, расположен ограничитель круговой подачи 15 (рис. 1.37, а, б), обеспечивающий выключение кругового движения револьверной головки. На левой части станины станка закреплён передний барабан упоров 16.
Рабочими движениями на станке являются: вращение шпинделя (главное движение резания Dг), движение продольной подачи суппорта DSпр и круговое движение подачи револьверной головки DSкр вокруг горизонтальной оси вращения (используется при необходимости создания поперечных движений подачи DSпоп режущего инструмента (рис. 1.37, б)).
Резьбонарезные работы на станке выполняют метчиками и плашками, устанавливаемыми в револьверной головке, а также резьбовой гребёнкой, закрепляемой на механизме приклона 6. Этот механизм обеспечивает прижатие резьбовой гребёнки к заготовке и сообщает инструменту движение в продольном направлении с подачей, равной шагу нарезаемой резьбы.
В условиях серийного производства токарно-револьверный станок модели 1341 обладает более высокой производительностью, чем близкий по мощности и характеристикам обрабатываемых заготовок токарно-винторезный станок. Достигается это следующими особенностями конструкции станка.
Револьверная головка 8 на своей торцовой поверхности имеет 16 отверстий (гнёзд) 17 (рис. 1.37, б), оси которых лежат на окружности с диаметром D. Верхняя точка этой окружности находится на высоте оси шпинделя станка. В каждом гнезде револьверной головки с помощью вспомогательного инструмента (резцовых державок, переходных втулок, сверлильных патронов) можно закрепить один или несколько инструментов. Все инструменты устанавливают в револьверной головке при наладке станка на обработку партии заготовок. Из-за большого числа инструментов наладка станка занимает довольно много времени. Однако это позволяет изготавливать сложные по форме детали без смены инструментов и сократить непроизводительные затраты времени. По этой же причине использование станка при обработке малых партий заготовок оказывается невыгодным.
На станке модели 1341 необходимость в затратах времени на подналадку и контроль получаемых размеров при переходе от обработки одной заготовки к другой отпадает. Это достигается наличием на станке устройств с упорами и установкой (наладкой) упоров в заданное положение при подготовке станка к работе. Упоры расположены на заднем барабане упоров 11, переднем барабане 16, на револьверной головке 18 (рис. 1.37, а, б). В систему упоров входит и ограничитель круговой подачи 15 с выдвижным пальцем 19. Каждому гнезду 17 револьверной головки с режущим инструментом соответствует в системе упоров один или два (при поперечном движении инструмента) упора, которые при наладке станка устанавливаются так, что обеспечивают повторение выполнения этим инструментом одного или нескольких размеров на каждой заготовке изготавливаемой партии.
Упоры заднего барабана упоров 11 служат для автоматического отключения движения продольной подачи револьверного суппорта. Это необходимо для обеспечения заданных продольных размеров на обрабатываемой заготовке при выполнении переходов по точению наружных или внутренних поверхностей и работе осевым инструментом. Диаметральные размеры, получаемые продольным точением, обеспечивают наладкой вылета резцов из резцовых державок.
Передний барабан упоров 16фиксирует положение продольного суппорта (расположение инструмента относительно заготовки в продольном направлении) при резании инструментами, работающими с движением круговой подачи (подрезание торца, точение канавок или фасонных поверхностей, разрезание заготовки). При выполнении конкретного перехода к соответствующему упору барабана 16 суппорт подводится вручную. Для выключения движения круговой подачи и получения при этом заданного диаметрального размера канавки или фасонной поверхности служат регулируемые упоры 18, которые устанавливают на револьверной головке (рис. 1.37, б).
Экономия затрат времени на токарно-револьверном станке по отношению к обработке заготовок на токарно-винторезном станке достигается и тем, что изменение частоты вращения шпинделя и скорости подачи для выполнения последующих переходов производится одновременно со сменой режущего инструмента за счёт совместного поворота револьверной головки и закреплённого на ней командоаппарата 12 с барабаном 13. На этом барабане при наладке станка путём определённой расстановки кулачков набирают программу переключения частот вращения шпинделя и величин подачи.
Частоты вращения шпинделя и скорости подач на станке 1341 разделены на два диапазона. На технологических переходах, где требуется перейти с одного диапазона на другой, затраты времени увеличиваются, поскольку такое переключение, выполняемое вручную переключателем на пульте управления передней бабки станка, требует по отношению к автоматическому переключению некоторого дополнительного времени.
Сокращение затрат времени непосредственно на снятие стружки при работе на токарно-револьверном станке достигается также применением многоинструментальных державок (рис. 1.38), обеспечивающих одновременную обработку нескольких поверхностей заготовки за один рабочий ход суппорта. Время обработки на переходе с одновременным использованием нескольких инструментов определяют по длительности обработки самой протяжённой в направлении движения подачи обрабатываемой поверхности. Параметры режима резания в этом случае назначают по наиболее нагруженному инструменту.
Изложенные выше особенности конструкции станка, направленные на повышение производительности обработки в условиях серийного производства, привели к ограничению его технологических возможностей по отношению к аналогичным характеристикам токарно-винторезного станка. Так, из-за отсутствия задней бабки здесь невозможна обработка валов в центрах, ограничена длина обрабатываемых заготовок, нельзя изготавливать длинные конические поверхности. В связи с отсутствием ходового винта и кинематической цепи резьбовых подач исключена возможность нарезания на станке точных резьб и резьб с глубоким профилем.
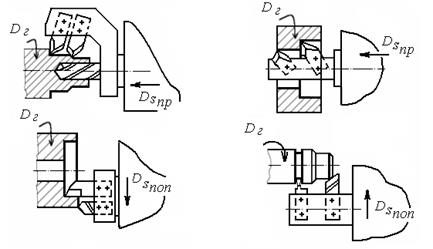
Рис. 1.38. Многоинструментальные наладки
Дата добавления: 2021-05-28; просмотров: 1121;
Поиск по сайту
Узнать еще
- I. Темы рефератов, соответствующие актуальным проблемам в содержании основных разделов программы курса
- I. Темы рефератов, соответствующие актуальным проблемам в содержании основных разделов программы курса «Философия и методология науки»
- III. Биогеохимические циклы элементов и веществ (на примере основных биогенных элементов: углерод, азот, фосфор) и их количественные характеристики.
- III. Характеристики основных классов загрязняющих веществ в водной среде.
- MATHCAD. Назначение. Основные возможности. Простейшие приемы работы.
- А) Назначение и устройство
- А. Возникновение и эволюция глобального моделирования
- А. Классификация видов моделирования (Л.5)

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
