Сварные соединения арматуры железобетона
В настоящее время в строительстве применяют преимущественно сборные железобетонные конструкции, изготавливаемые индустриальными методами на заводах. Монолитные железобетонные сооружения строятся значительно реже. Все сварные соединения блоков сборных железобетонных изделий, взаимные соединения их (закладные части), а также соединения арматуры монолитного железобетона выполняют электрической сваркой.
В качестве арматуры наиболее часто применяют стержни круглого или периодического профиля (винтообразного очертания). Такой профиль арматуры улучшает сцепление стали с бетоном и позволяет увеличивать несущую способность стержней. Для арматуры применяют: холоднотянутую проволоку диаметром 3-10 мм из углеродистой стали; горячекатаную сталь периодического профиля марки Ст. 5, диаметром 10-80 мм; низколегированную горячекатаную сталь периодического профиля марок 25Г2С, 35ГС, 18Г2 и др.; а также прочные стали марок 80С, 20ХГСТ, 20ХГФЦ; круглый прокат из стали марок Ст. 3 и Ст. 0.
В практике строительства особенно широко распространена арматура периодического профиля из стали марки Ст. 5, а также из низколегированных сталей. Термообработанные стали в арматуре железобетона применяют редко. Сталь высокой прочности широко используют в предварительно напряженной арматуре, но она, как правило, сварке не подвергается. Ниже приведены способы соединения арматуры.
Контактной стыковой сваркой соединяют стержни встык при одинаковых и разных диаметрах. Сварные соединения при этом получаются равнопрочными основному металлу при сварке стержней из всех указанных выше материалов, но при условии сохранения отношений диаметров стержней в пределах не выше 1,25-1,50.
Контактной точечной сваркой соединяют различные элементы арматуры, например, узлы каркаса и сеток. Типы соединений стержней арматуры круглого и периодического профилей приведены на рис. 23-1, а. Этой сваркой успешно сваривают между собой стержни диаметром 5-50 мм. Нередко круглые стержни соединяются с плоскими элементами. На рис. 23-1, 6 приведен пример соединения стержней периодического профиля с полосовой сталью; на рис. 23-1, в приведен пример соединениях уголком, направленным к стержню под углом а=90°, а на рис. 23-1, г — под острым углом. Экспериментально установлено, что соединения стержней периодического и круглого профилей с плоскими элементами рациональны при постановке двух или трех сварных точек; увеличение количества сварных точек не вызывается необходимостью.
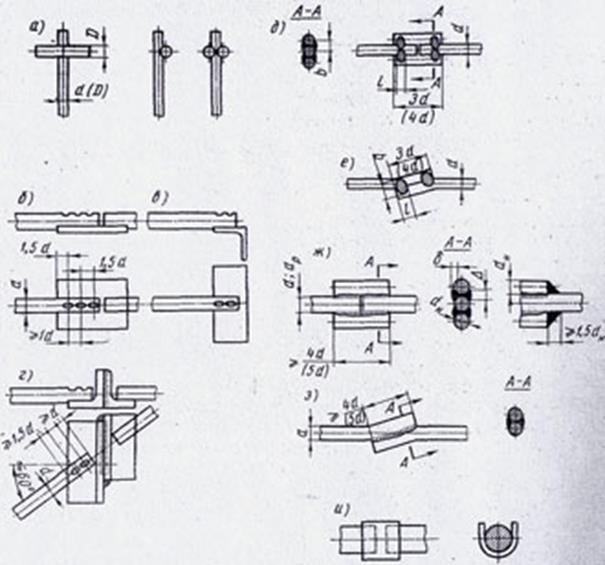
Рис. 23-1. Примеры сварных соединений арматуры железобетона (в скобках указаны размеры арматуры периодического профиля)
При сварке арматуры из стали марки Ст. 5 с повышенным содержанием углерода, а также бессемеровской и низколегированной, точечные соединения иногда обладают повышенной хрупкостью. Хрупкость соединения особенно возрастает с увеличением числа стержней, пересекающихся в одном узле. Для уменьшения хрупкости сварных точечных соединений применяют рациональные технологические процессы, в частности термическую обработку, нагревая соединение на точечной машине при замыкании электродов. Испытания прочности точечных соединений арматуры производят на специальных образцах в разрывных машинах.
Электродуговой точечной сваркой соединяют стержни круглого и периодического профиля диаметром до 20 мм из стали разных марок. Для сварки применяют электроды с качественными покрытиями или пистолеты-полуавтоматы, выполняющие точки под слоем флюса. При этом наложение точки производят в нижнем положении (рис. 23-1, д, е).
Сварку продольными швами производят, как указано на рис. 23-1, ж, з. Иногда длинные швы накладывают лишь с одной стороны, но это менее рационально. В случае применения малоуглеродистых сталей (Ст. 3 и Ст. 5) диаметр стержней может доходить до 80 мм; при низколегированных сталях его величина уменьшается. Сварочные работы производят в нижнем и вертикальном положениях. Площадь сечения накладок F=1,3-1,5 от площади сечения основных стержней из стали марки Ст. 3 и 1,5-2,0 из сталей марок Ст. 5 и низколегированных; ширина шва Δ=0,5Д где D — диаметр стержня; глубина δ=0,25D (рис. 23-1,ж).
Сварка ванным способом применяется для соединений арматурных стержней круглого и периодического профилей встык. Схема сварки при стальных подкладках приведена на рис. 23-1, и.
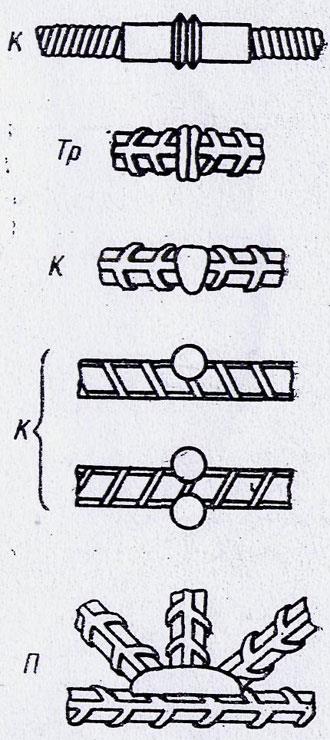
Рис. 23-2. Виды сварных; соединений арматуры при разных технологических процессах сварки:
к — контактная; Тр — трением; п — плавлением
Обозначение на чертежах
ГОСТ 2.312 ЕСКД. Условные изображения и обозначения швов сварных соединений
ГОСТ 2.313 ЕСКД. Условные изображения и обозначения неразъемных соединений
Сварные соединения на чертежах обозначают

|

|

Клеевые соединения
Если швы не ГОСТовские тогда на полке ставится номер технических требований, а в технических требованиях указывается способ, которым выполняется неразъемное соединение. В этом случае на чертеже указывается разрез сварного соединения со всеми геометрическими параметрами.
Наиболее широко применяемые ГОСТЫ на сварные швы:
ГОСТ 5264. Швы сварных соединений. Ручная электродуговая сварка. Основные типы и конструктивные элементы.
ГОСТ 8713. Швы сварных соединений. Автоматическая и полуавтоматическая сварка под флюсом. Основные типы и конструктивные элементы.
ГОСТ 14806. Швы сварных соединений. Дуговая сварка алюминия и алюминиевых сплавов. Основные типы и конструктивные элементы.
ГОСТ 14771. Дуговая сварка в защитном газе. Соединения сварные. Основные типы, конструктивные элементы и размеры.
ГОСТ 15878. Соединения сварные, выполняемые контактной электросваркой. Основные типы и конструктивные элементы.
Используют также гибридные неразъемные соединения. Достаточно широко применяют клеесварные соединения, раньше в авиации и судостроении, а теперь в транспортных конструкциях широкого применения. Клеесварные соединения обычно нахлесточные со сварными точками, выполненными контактной сваркой, а иногда дуговой или по слою клея, или с последующим заполнением зазора клеем. Это позволяет уменьшить концентрацию напряжений и значительно повысить усталостную прочность таких соединений.
Сварно-паяные соединения в основном нахлесточные.
Эксплуатационные характеристики сварного соединения включают:
- статическую прочность
- пластичность
- усталостную прочность;
- высокотемпературную ползучесть;
- жаростойкость;
- коррозионную стойкость;
- радиационная стойкость;
- горяче и хладноломкость;
- ударную вязкость.
Дата добавления: 2016-11-29; просмотров: 2314;
Поиск по сайту
Узнать еще
- I. Реакции присоединения
- Автомобильной службы части (соединения) после получения задачи
- Автотехническим обеспечением части (соединения)
- АЛИЦИКЛИЧЕСКИЕ СОЕДИНЕНИЯ
- Алюминий и его соединения: получение, физические и химические свойства. Медико-биологическое значение алюминия.
- анатомия костей скелета. соединениякостей
- Анкеровка арматуры в бетоне
- Анкеровка ненапрягаемой арматуры

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
