Оборудование и материалы
Технологические эксперименты проводились на базе гибридных лазернодуговых сварочных установок, созданных в ходе выполнения государственных контрактов № 02.527.11.9001 и
№ 02.527.11.0010 Министерства образования и науки РФ (рис. 4 и 5). В качестве источника лазерного излучения использовались иттербиевые волоконные лазеры ЛС5 и ЛС15 с максимальной выходной мощностью 5 и 15 кВт. Излучение транспортировалось по волоконному кабелю к оптической сварочной головке лазернодугового модуля. Для фокусировки излучения использовались сварочные головки YW50 фирмы Precitec и HighYAG BIMO с фокусными расстояниями 250 и 400 мм и фокальным диаметром 0.4 мм. Головка YW50 была снабжена однокоординатным сканатором, позволяющим достигать амплитуды сканирования луча на поверхности изделия до 2 мм при частотах сканирования до 600 Гц.
Экспериментальные установки также укомплектованы источниками питания дуги ВДУ506ДК и ВДУ1500, производства фирмы «ИТС», лицензированными для сварки трубопроводов. Данные источники питания обеспечивают в режиме MIGMAG (плавящийся электрод в среде инертного или активного защитного газа) требуемые значения наклона внешней характеристики. Для подачи присадочного материала использовался подающий механизм ПДГО – 601, входящий в комплект дугового модуля.
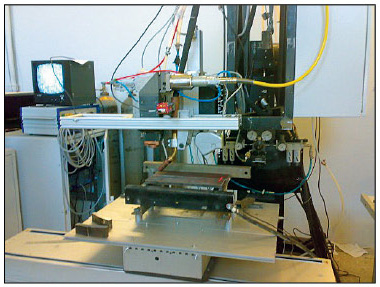
Рис. 4 Лазернодуговой гибридный технологический комплекс
?
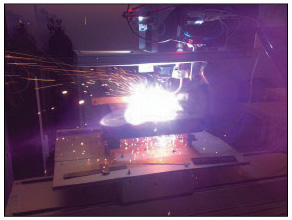
Рис. 5 Процесс лазернодуговой сварки
В ходе экспериментов проплавлялись и сваривались в стык плоские образцы толщиной 2, 4, 6, 8, 10, 12 и 15 мм из сталей Ст3, 25Г2С, 10Г2ФБЮ, 12Х18Н9Т. Сварка осуществлялась прямолинейными стыковыми швами в нижнем пространственном положении. Для защиты сварочной ванны и металла шва использовались аргон, двуокись углерода сварочная и их смеси.
В качестве присадочного материала в экспериментах использовались порошковые проволоки с повышенным содержанием раскислителей и флюсующими материалами, способными создавать на поверхности сварочной ванны жидкие пленки, препятствующие проникновению газов (кислорода и азота) в расплавленный металл, и сплошные проволоки из алюминиевых сплавов.
Качество всех сварных швов оценивалось визуально по их внешнему виду и на основании металлографических исследований поперечных шлифов. Определялись глубины проплавления и другие параметры геометрии шва.
Дата добавления: 2016-11-29; просмотров: 1395;
Поиск по сайту
Узнать еще
- Audit Trail - Материалы для проведения аудиторской проверки
- II. ОБОРУДОВАНИЕ ЗАЛА
- III. Проводниковые материалы
- O отключить перегруженное оборудование.
- Yandex_direct_print() Материалы кровельных покрытий
- АВАРИЙНО-СПАСАТЕЛЬНЫЙ ИНСТРУМЕНТ И ОБОРУДОВАНИЕ.
- Аварийное снабжение и материалы
- Автоматизированное и программно-управляемое технологическое оборудование

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
