Режимы сварки под флюсом

278 ТЕХНОЛОГИЯ СВАРКИ УГЛЕРОДИСТЫХ СТАЛЕЙ
Аргон и гелий в "чистом" виде в качестве защитных газов находят ограниченное применение - только при сварке конструкций ответственного назначения.
Сварку в углекислом газе и его смесях выполняют плавящимся электродом. В некоторых случаях для сварки в углекислом газе используют неплавящийся угольный или графитовый электрод. Однако этот способ находит ограниченное применение, например при сварке бортовых соединений низкоуглеродистых сталей толщиной 0,3 ... 2 мм (канистр, корпусов конденсаторов и т.д.). Так как сварка выполняется без присадки, содержание кремния и марганца в металле шва невелико. В результате прочность соединения обычно составляет 50 ... 70 % прочности основного металла.
При автоматической и полуавтоматической сварке плавящимся электродом швов, расположенных в различных пространственных положениях, обычно используют электродную проволоку диаметром до 1,2 мм; при сварке в нижнем положении - диаметром 1,2 ... 3,0 мм. Для сварки низкоуглеродистых и низколегированных сталей используют легированные электродные проволоки марок Св-08ГС и Св-08Г2С. Проволоку марки 12ГС можно использовать для сварки низколегированных сталей 14ХГС, 10ХСНД и 15ХСНД и спокойных углеродистых сталей марок Ст1сп и Ст2сп. Однако с целью предупреждения значительного повышения содержания углерода в верхних слоях многопроходных швов эту проволоку обычно применяют для сварки одно-трехслойных швов.
Повышение коррозионной стойкости швов в морской воде достигается использованием электродной проволоки марки Св-08ХГ2С. Структура и свойства металла шва и околошовной зоны на низкоуглеродистых и низколегированных сталях зависят от марки использованной электродной проволоки, состава и свойств основного металла и режима сварки (термического цикла сварки, доли участия основного металла в формировании шва и формы шва). Влияние этих условий сварки и технологические рекомендации примерно такие же, как и при ручной дуговой сварке и сварке под флюсом.
На свойства металла шва значительное влияние оказывает качество углекислого газа. При повышенном содержании азота и водорода, а также влаги в швах могут образоваться поры. Сварка в углекислом газе менее чувствительна к отрицательному влиянию ржавчины. Увеличение напряжения дуги, повышая угар легирующих элементов, приводит к снижению механических свойств шва. Некоторые рекомендации по режимам сварки приведены в табл. 6.13.
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 279
6.13. Режимы полуавтоматической и автоматической сварки в углекислом газе

Сварка на повышенных силах тока приводит к получению металла швов с пониженными показателями пластичности и ударной вязкости, что, вероятно, объясняется повышенными скоростями охлаждения. Свойства металла шва, выполненного на обычных режимах, соответствуют свойствам металла шва, выполненного электродами типа Э50А. В промышленности находит применение и сварка в углекислом газе порошковыми проволоками. Технология этого способа сварки и свойства сварных соединений примерно те же, что и при использовании их при сварке без дополнительной защиты.
Сварка порошковой проволокой. Сварка открытой дугой порошковой проволокой является одним из перспективных способов. В промышленности находят применение порошковые проволоки марок ПП-1ДСК, ПП-2ДСК, ПП-АНЗ, ПП-АН4, ЭПС-15/2 и др. Использование проволоки ПП-1ДСК при сварке угловых и стыковых швов с зазором между кромками может привести к получению в швах пор.
Проволока ЭПС-15/2 для получения швов без пор требует соблюдения режимов в узком диапазоне. Большие рабочие токи ограничивают применение этой проволоки для сварки металла малых толщин.
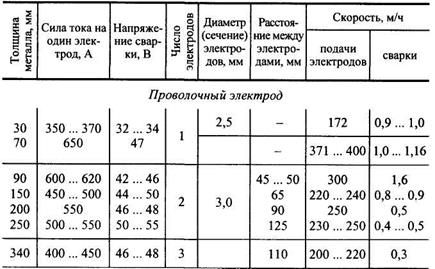
Проволоки ПП-АН7 и ЛП-2ДСК имеют хорошие сварочно-технологи-ческие свойства в широком диапазоне режимов (табл. 6.14).
280 ТЕХНОЛОГИЯ СВАРКИ УГЛЕРОДИСТЫХ СТАЛЕЙ
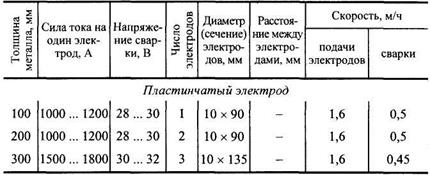
6.14. Оптимальные режимы сварки порошковыми проволоками (нижнее положение)

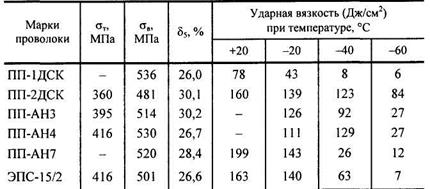
Приведенные в табл. 6.15 данные показывают, что механические свойства металла швов при сварке порошковыми проволоками находятся примерно на уровне свойств соединений, выполненных электродами типа Э50А по ГОСТ 9467-75. Для сварки ответственных конструкций из низкоуглеродистых и низколегированных сталей можно рекомендовать проволоки ПП-2ДСК и ПП-АН4, обеспечивающие хорошие показатели хладноломкости швов.
6.15. Механические свойства швов при сварке низкоуглеродистых сталей порошковыми проволоками
ОСОБЕННОСТИ ТЕХНОЛОГИИ И ТЕХНИКИ СВАРКИ 281
Электрошлаковая сварка. Электрошлаковую сварку широко применяют при изготовлении конструкций из толстолистовых низкоуглеродистых и низколегированных сталей. При этом равнопрочность сварного соединения достигается за счет легирования металла шва через электродную проволоку и перехода элементов из расплавляемого металла кромок основного металла. Последующая термообработка помимо снижения остаточных напряжений благоприятно влияет и на структуру и свойства сварных соединений.
При электрошлаковой сварке рассматриваемых сталей используют флюсы АН-8, АН-8М, ФЦ-1, ФЦ-7 и АН-22. Выбор электродной проволоки зависит от состава стали. При сварке спокойных низкоуглеродистых сталей с содержанием до 0,15% углерода хороших результатов достигают при использовании проволок марок Св-08А и Св-08ГА. Для предупреждения образования газовых полостей и пузырей при сварке кипящих сталей, содержащих мало кремния, рекомендуется электродная проволока Св-08ГС с 0,6 ... 0,85 % Si. При сварке сталей марок СтЗ и некоторых марок низколегированных сталей удовлетворительные результаты получают при использовании электродных проволок марок Св-08ГА, Св-10Г2 и Св-08ГС, а стали ЮХСНД-Св-08ХГ2СМА (табл. 6.16, а также см. табл. 6.6 и 6.9).
6.16. Ориентировочные режимы электрошлаковой сварки низкоуглеродистых сталей
282 ТЕХНОЛОГИЯ СВАРКИ УГЛЕРОДИСТЫХ СТАЛЕЙ
Контрольные вопросы
1. Состав и свойства углеродистых и низкоуглеродистых низколегированных сталей.
2. Образование шва и околошовной зоны. Структура и свойства.
3. Свариваемость рассматриваемых сталей.
4. Техника и технология сварки газовой и ручной дуговой покрытыми электродами.
5. Техника и технология сварки под флюсом и электрошлаковой сварки.
6. Техника и технология дуговой сварки в защитных газах и порошковой проволокой.
7. В каких случаях необходим предварительный подогрев ?
8. Влияние последующей термообработки на свойства сварных соединений.
9. Отличие свойств одно- и многопроходных швов.
10. Чем отличается химический состав металла шва от основного металла ?
Глава 7
Дата добавления: 2016-11-29; просмотров: 2874;
Поиск по сайту
Узнать еще
- I. ПОДГОТОВКА АТАКИ
- I. Подготовка поверхности.
- I. Режимы работы электротехнических устройств.
- I.Y.II. ПРОФЕССИЯ «ЭЛЕКТРОСВАРЩИК РУЧНОЙ СВАРКИ»
- IDEA NXT - новый подход в технологиях блочного симметричного шифрования
- II. Абсолютное пространство по самой своей сущности, безотносительно к чему бы то ни было внешнему, остается всегда одинаковым и неподвижным».
- II. Оппозиционные организации и их роль в подготовке революции
- II. ПОДГОТОВИТЕЛЬНЫЙ ПЕРИОД ТРЕНИРОВКИ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
