Методы жидкофазного получения Bi-2212 сверхпроводников
Под жидкофазными методами понимают такие методы когда в системе на какой-либо стадии происходит образование существенных количеств жидкости, способных повлиять на фазовый состав и микроструктуру конечного материала. В настоящее время наиболее распространенными являются расплавные технологии. С их помощью получены наилучшие результаты. Это объясняется тем, что при их применении достигается наибольшая чистота межкристаллитных границ, оптимальный размер зерен, а кроме того, высокая гомогенность расплава позволяет достигать высокой фазовой однородности. В то же время существует ряд трудностей: разделение твердых и жидких фаз, взаимодействие расплава с материалом тиглей и подложек и т.д. Для Bi-2212 все расплавные технологии можно разделить на четыре группы:
1). изотермический отжиг закаленных расплавов (рис. 2.5, а);
2). изотермический отжиг материалов, полученных литьем расплава в предварительно нагретую форму (рис. 2.5, б);
3). медленная кристаллизация из расплава (рис. 2.5 в и рис. 2.6);
4). специальные методы кристаллизации зонная плавка (рис. 2.5, г).
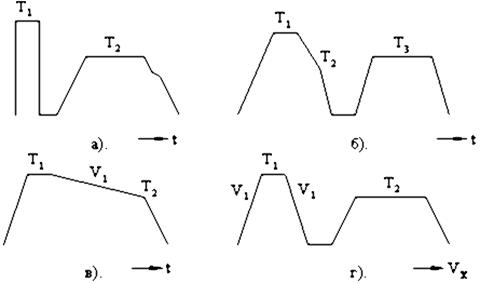
Рис. 2.5. Температурные режимы T(t) расплавных технологий.
Т – температура; V – скорость (табл. 2.3).
Масштабы не выдержаны
Режимы расплавных технологий проиллюстрированы рис. 2.5. На рисунке показаны температуры (Т) и скорости изменения температуры (V). Временные интервалы (времена выдержки) на рисунке не показаны, они приведены в табл. 2.3. Там же приведены значения плотности критического тока и температуры перехода для различных режимов обработки.
Рассмотрим основные моменты, а также основные достоинства и недостатки расплавных технологий.
1. Изотермический отжиг закаленных расплавов. Наиболее простым расплавным методом обработки ВТСП является плавление смеси исходных компонентов при 1000-1400°С и закалка полученного расплава. В этом случае синтез ВТСП порошков не производится. В результате закалки получается более или менее аморфный образец с высокой плотностью, который затем обрабатывают изотермическим отжигом (рис. 2.5, а: Т1 – температура плавления, Т2 – температура отжига). Температура отжига меньше, чем температура перитектического плавления. Полученные результаты (табл. 2.2) говорят о том, что данный метод, основанный на простом отжиге для Bi-2212 не позволяет получить достаточно высокие характеристики, несмотря на то, что плотность полученных материалов высока. Это может объясняться низкими скоростями реакции на стадии отжига в отсутствии зародышей фазы 2212, затрудненным обменом реагентами в стеклообразной матрице.
2. Изотермический отжиг материалов, полученных литьем расплава в предварительно нагретую форму. Развитием метода закаленного расплава является метод частично закристаллизованного расплава. Он основан на образовании в процессе охлаждения не стекловидного материала, а матрицы, содержащей в себе как компоненты для роста Bi-2212, так и центры этого роста. Такими центрами является фаза Bi-2201. При соответствующих условиях, когда достигнута оптимальная концентрация таких центров, можно получить материал с наилучшей микроструктурой и, следовательно, хорошими элекрофизическими свойствами (табл. 2.2). Анализ критических параметров ВТСП, полученного данным методом, позволяет говорить о его несомненном преимуществе перед отжигом закаленных расплавов. Однако и данному методу присущи определенные недостатки: неориентированный рост зерен, значительная локальная нестехиометрия, большое время отжига. Кроме того, данный метод непригоден для получения длинномерных изделий.
3. Медленная кристаллизация из расплава. Это метод является наиболее распространенным. Он также использует расплав прессовки не ВТСП порошка, а его исходной смеси, но расплав является частичным. Как уже отмечалось, Bi-2212 при температуре 850-900°С (в зависимости от катионного состава, наличия примесей, состава атмосферы) инконгруэнтно плавится с образованием жидкой и твердых фаз. Как правило, образец при таком подплавлении не растекается, но в нем образуется весьма заметное количество жидкости, которая обеспечивает быстрый обмен компонентами в процессе синтеза. Если такой образец медленно охлаждать, то возникают зародыши фазы Bi-2212, которые растут при дальнейшем снижении температуры. В этих условиях обычно формируются крупные зерна с чистыми границами, свободными от посторонних фаз. При получении такой текстуры могут быть достигнуты высокие критические параметры. Если проводить охлаждение в градиентном температурном поле, можно текстурировать керамику и получить больший критический ток. С учетом эффективности рассмотренного метода были разработаны его варианты (рис. 2.6).
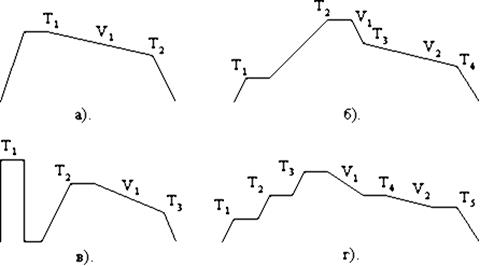
Рис. 2.6. Варианты температурных режимов метода медленной кристаллизации из расплава T(t);
t – время, T – температура, V – скорость изменения (табл. 2.3).
Масштабы не выдержаны
4. Специальные методы кристаллизации. К специальным методам кристаллизации следует отнести выращивание монокристаллов, различные виды зонной плавки и другие методы текстурирования ВТСП материала.
Таблица 2.3
Основные параметры расплавных методов и характеристики Bi-2212 [10]
| Режим | Рис. | Параметры | ТС, К | JС, A/см2 (Т, В) |
| Изотермический отжиг закаленных расплавов | 2.5 а | Т1 = 1150°С Т2 = 850°С (70 ч) | (77 К) | |
| Изотермический отжиг медленно охлажденных расплавов | 2.5 б | Т1 = 1200°С Т2 = 600°С Т3 = 815°С (48 ч) Воздух + кислород | (60 К) | |
| Медленная кристаллизация из расплава | 2.6 а | Т1 = 880 – 920°С V1 = 0,5 – 5°С/ч | (77 К) | |
| 2.6 б | Т1 = 1100°С Т2 = 900°С (10 мин) V1 = 0,5 – 5°С/ч | (15 К, 1 Тл) |
Продолжение табл. 2.3
| Режим | Рис. | Параметры | ТС, К | JС, A/см2 (Т, В) |
| Медленная кристаллизация из расплава | 2.6 в | Т1 = 500 – 600°С (2-5 ч) Т2 = 915°С (10 – 20 мин) V1 = 30°С/ч Т3 = 895°С (1 – 2 ч) V2 = 2 – 6°С/ч Т4 = 855°С (5 – 20 ч) кислород | (77 К) | |
| 2.6 г | Т1 = 870°С (1-3 ч) Т2 = 900°С (5 – 15 мин) Т3 = 915°С (10 – 20 мин) V1 = 30°С/ч Т4 = 895°С (1 – 2 ч) V2 = 2 – 6°С/ч Т5 = 855°С (5 – 20 ч) кислород | (77 К) | ||
| Зонная плавка | 2.5 г | V1= V2 = 10 – 30°С/ч Т1 = 950°С Т2 = 850°С Vх = 10 – 20 мм/ч | (77 К) |
Практически все они требуют сложного технологического оборудования: печи с высоким градиентом температуры, лазерные и высокочастотные нагреватели, прецизионные системы позиционирования образцов, специальные материалы тиглей и подложек и т.д. Однако получаемые результаты во многом оправдывают затраты.
Для текстурирования материала используют градиент температуры в печи или метод зонной плавки. Зонная плавка проводится обычно путем нагревания узкой зоны, предварительно спеченной до высокой плотности заготовки и продвижения такой зоны по всему образцу с определенной скоростью (1-200 мм/ч). Нагрев осуществляется специальными лазерными или резистивными печами. Температура нагретой зоны устанавливается в пределах 900 – 1000°С и специальные приемы удерживают расплав от растекания. Часто после зонной плавки применяют дополнительный отжиг, позволяющий сформированному материалу образовать Bi-2212 фазу.
Как показывает практика, этот метод также не свободен от недостатков: затруднен контроль температуры в зоне расплава, хрупкость получаемых изделий, невозможность получения фазы Bi-2223.
Однако именно эти методы наиболее перспективны для практического применения.
Дата добавления: 2016-11-29; просмотров: 1970;
Поиск по сайту
Узнать еще
- Cпособы получения частиц порошков
- I. История открытия и методы исследования вирусов
- II. Категории и методы политологии.
- III. Методы искусственной физико-химической детоксикации.
- V. СПОСОБЫ ПОЛУЧЕНИЯ И ХИМИЧЕСКИЕ СВОЙСТВА АЦЕТИЛЕНОВЫХ И ДИЕНОВЫХ УГЛЕВОДОРОДОВ
- Абсолютный возраст горных пород и методы его определения
- Автоматические методы изготовления фотошаблонов.
- Автомобильной службы части (соединения) после получения задачи

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
