Технология объемных сверхпроводников
Практически с момента открытия высокотемпературных сверхпроводников, параллельно с фундаментальными исследованиями широким фронтом развернулись работы, направленные на создание из этих материалов объемной керамики, длинномерных токонесущих элементов (провода, ленты), тонких и толстых стенок. И одновременно же появились новые проблемы, уже технологического характера. Дело в том, что низкотемпературные сверхпроводники – металлы и сплавы хорошо обрабатываются как механическими, так и другими методами. При изготовлении из них объемных изделий, проволок, лент, тонких пленок свойства этих материалов практически не изменяются. ВТСП материалы являются сложными химическими соединениями, и термическая обработка вполне может вызвать в них изменение состава. Эти материалы неустойчивы и в отношении химических воздействий: даже обычная вода, контактируя с ВТСП материалами, может привести к изменению их структуры и свойств. Кроме того, ВТСП материалы являются хрупкими, что накладывает свои ограничения. Поэтому при изготовлении изделий практического применения из ВТСП материалов проводился и проводится поиск нетрадиционных способов обработки, формирования структуры и свойств.
Первые изделия из ВТСП керамики были изготовлены по традиционной керамической технологии. Во многих случаях эти методики используются и сегодня, если к параметрам ВТСП не предъявляются жесткие требования. Традиционная технология, или метод твердофазного синтеза керамики, включает в себя этапы: приготовления исходной смеси компонентов – шихты, гомогенизации смеси, формования, сушки и обжига. В случае изготовления ВТСП керамики необходимо учитывать ряд ограничений, например, в шихту нельзя добавлять определенные компоненты (воду, кислоты, щелочи и т.д.), которые могут изменить химический состав керамики.
Исходный состав шихты содержит ВТСП порошок и органическую добавку – пластификатор (3-5%). После гомогенизации шихту помещают в пресс-форму и прессуют. Вид прессования (одностороннее, двухстороннее) зависит от формы изделия. В случае изделия сложной формы применяют гидростатическое прессование (эластичная форма, гидравлический пресс). Давление прессования зависит от размеров и формы изделия, вида прессования. Сформованную заготовку помещают в электрическую печь, где она вначале сушится при температуре 150-250°С, а затем обжигается либо на воздухе, либо в атмосфере кислорода. На стадии обжига происходит спекание частиц шихты в жесткую конструкцию. Но главное, что на этой стадии формируются структура, состав и свойства сверхпроводника, происходит обогащение его кислородом, поскольку при высокой температуре исходный кислород теряется, а обжиг включает в себя стадии выдержки при максимальной температуре. Время и температура выдержки очень важны, они индивидуальны для различных ВТСП материалов и даже зависят от способа синтеза порошка, его гранулометрического состава.
Приведем характерные значения диапазона температур и времени выдержки. Оно составляет для керамики Bi-2223 – 817-850°С, 20-40 час; для Y-123 – 950-975°С, 2-4 час. Как уже отмечалось, в этом случае характеристики ВТСП оказываются невысокими. В частности, плотность критического тока здесь в сравнении с внутригранульной или плотностью тока в монокристалле оказывается ниже на три-четыре порядка. К тому же, критический ток сильно подавляется даже небольшими (»20 Э) магнитными полями.
Очевидно, что основная причина низкого качества ВТСП керамики кроется в состоянии межгранульных границ. Среди факторов, которые могут ослабить межзеренную сверхпроводимость, можно назвать следующие:
· разориентация контактирующих анизотропных кристаллитов;
· наличие непрореагировавших компонентов промежуточных или примесных фаз на границе раздела;
· изменения катионной стехиометрии поверхностного слоя кристаллитов;
· возникновение кислородной стехиометрии поверхностного слоя;
· аморфизация границ зерен, вызванная высокой плотностью дислокаций вблизи поверхности.
Возможно наличие других факторов или взаимная связь перечисленных. Из приведенной оценки границ кристаллитов становится очевидным, что транспортные свойства керамики можно улучшить, уменьшая число межзеренных контактов и увеличивая их проницаемость. Это означает, что максимальные значения плотности критического тока могут быть достигнуты на высокоплотных крупнокристаллических материалах с сильно выраженной текстурой.
Действительно, увеличение плотности керамики в ряде случаев существенно повышает критический ток (рис. 2.4).
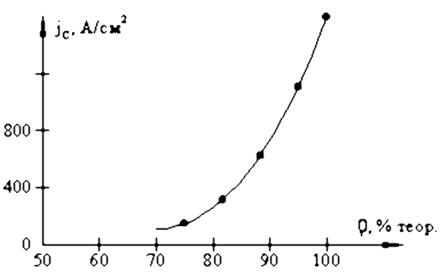
Рис. 2.4. Зависимость плотности критического тока от плотности спеченного керамического провода
Возможны два основных пути в этом направлении: изменение условий прессования и изменение условий обжига, увеличение температуры выдержки. Необходимо также учитывать, что материал с крупной текстурой не может обладать высокими механическими характеристиками и необходимо искать некий компромисс, удовлетворяющий электрофизическим и механическим требованиям конкретной сферы применения материала.
Первый путь представляется более простым. Увеличить плотность прессовки удается различными методами: увеличением дисперсности порошка, уплотнением прессовки в ультразвуковом поле, применением горячего прессования и т.д.
Однако мнение о том, что увеличение плотности прессовки автоматически приводит к увеличению плотности изделия, не всегда оправданно. Процессы, сопровождающие спекание материала, могут привести к разрыхлению материала и снижению плотности.
Второй путь повышения плотности ВТСП керамики наталкиваются на принципиальные трудности. Оказывается, все известные ВТСП материалы при высоких температурах ведут себя необычно. Говорят об инконгруэнтном плавлении этих материалов. Это значит, что нагревание приводит к появлению жидкости, а химический состав твердой фазы изменяется. Для основных материалов криоэлектроники можно записать уравнения фазовых переходов при соответствующих температурах.
Фаза Y-123 инконгруэнтно плавится при 980°С, образуя фазу Y-211:
YBa2Cu3O7-s → Y2BaCuO5 +L, (2.6)
где L – жидкая фаза.
Фаза Bi-2212 разрушается при 870°С с образованием фаз Bi-2223 и Bi-2201:
Bi2Sr2 CaCu2O8+s ↔ Bi2Sr2Ca2Cu3O10-s + Bi2Sr2CuO6+s , (2.7)
а при 880 – 890°С фаза Bi-2223 инконгруэнтно плавится с выделением жидкой фазы.
Таллийсодержащие ВТСП ведут себя аналогично при 850 – 900°С происходит инконгруэнтное плавление с образованиенм жидкой фазы и изменением химического состава.
Такое поведение ВТСП материалов делает невозможным простое повышение температуры при традиционном обжиге. Были разработаны альтернативные твердофазному синтезу специальные методы жидкофазного синтеза объемных материалов. В силу ограниченности объема данного пособия мы рассмотрим наиболее перспективные методы такого синтеза для объемной Bi-2212 и Y-123 керамики.
Дата добавления: 2016-11-29; просмотров: 2139;
Поиск по сайту
Узнать еще
- D-технология построения чертежа. Типовые объемные тела: призма, цилиндр, конус, сфера, тор, клин. Построение тел выдавливанием и вращением. Разрезы, сечения.
- IDEA NXT - новый подход в технологиях блочного симметричного шифрования
- II. Технология производства ДСП. Шлифованное ДСП.
- III Раздел: ЭЛЕКТРОТЕХНОЛОГИЯ НА СТРОИТЕЛЬНОЙ ПЛОЩАДКЕ.
- АГРОТЕХНОЛОГИИ 25.1. Американская агротехнология кукурузы
- Агротехнология выращивания риса в Японии
- Американская агротехнология хлопчатника
- Белорусская агротехнология картофеля

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
