Роль технологии в создании изделия, где требуется сварка и пайка.
1. На основе анализа изделия сформулировать технические требования к качеству соединений (прочность, коррозийная стойкость, декоративность, отсутствие перекосов, раковин, прожогов и т.д.).
2. Оценить свариваемость выбранного металла.
3. Выбрать рациональный способ получения неразъёмных соединений.
4. Разработать последовательность операций сборки, сварки, или других способов соединения.
5. Оценить качество соединений и изделия в целом.
1.1 Понятие свариваемости.
Одним из важнейших свойств металлов является их свариваемость, т.е. способность образовывать сварное, неразъёмное соединение в результате установления прочных межатомных связей.
К неразъёмным соединениям предъявляются определённые требования по прочности, герметичности, коррозийной стойкости и т.п. В связи с этим свариваемость рассматривают, как способность металла образовывать неразъемное соединение с заданными свойствами.
Конечные свойства полученных соединений зависят от теплового воздействия на свариваемый металл (т.е. способа сварки или пайки, режимов сварки и т.п.). Процесс теплового воздействия вызывает в металле фазовые и структурные превращения. Конечные свойства соединений зависят так же от воздействия жидкого металла сварной ванны с окружающими его газами и шлаками (окисление, раскисление, поглощение и выделение газов), от условий кристаллизации жидкой ванны при охлаждении, от формирования остаточных напряжений и других факторов. Условия протекания этих процессов могут существенно изменятся в зависимости от принятой технологии: свойств источника теплоты; средств защиты металла ванны от окружающей атмосферы; режимов сварки и связанных с ними условий нагрева и охлаждения металла. Изменяя эти технологические факторы процесса сварки можно изменять свойства металла и сварного соединения в целом. Можно сказать, что свариваемость металлов – это их способность образовывать не разъемные соединения с заданными свойствами в условиях принятого технологического процесса. Перед технологом – сварщиком на практике возникают две задачи: оценка свариваемости различных металлов в условиях существующих технологических процессов с целью выбора рациональной технологии сварки и создание технологического процесса, обеспечивающего удовлетворительную свариваемость металла.
Различные металл и сплавы обладают различной свариваемостью несваривающихся, или не спаивающихся металлов, или сплавов не существует. Например, любая сталь может быть сварена с подобной и со всякой другой сталью, но одни стали свариваются легко, многими способами, без применения сложных технологических приёмов, давая высококачественное соединение с механическими и другими свойствами, удовлетворяющими техническим условиям, о таких материалах говорят, что они обладают хорошей свариваемостью. Другие же стали, хотя и свариваются, но при обычных приёмах сварки дают соединения пониженного качеств, например, хрупкое, склонное к образованию трещин, не стойкое против коррозии и тому подобные. Свариваемость металлов различна при различных способах сварки. Для получения удовлетворительного сварного соединения приходится прибегать к усложнённым техническим приёмам: предварительный подогрев, последующая термообработка, применение специального присадочного материала или флюса и т.д. О металлах и сплавах, которые могут быть удовлетворительно сварены лишь с использованием сложных технических приёмов, говорят, что они обладают плохой свариваемостью.
Наиболее проста и распространена сварка деталей из одного и того же металла. Здесь большинство металлов проявляют достаточно хорошую свариваемость. Примером металлов, имеющих пониженную свариваемость, могут служить некоторые высоколегированные стали, закаливающиеся стали, многие чугуны, большинство медно-цинковых сплавов, некоторые тугоплавкие и химически высокоактивные металлы и др.
Более сложный случай – сварка разнородных металлов, которые различны по своей природе и свойствам. При этом сварку может затруднить недостаточная взаимная растворимость металлов, слишком большое различие в температурах плавления и кипения, образование в зоне сварки хрупких интерметаллических соединений и т.д.
 Удовлетворительная свариваемость должна обеспечивать соответствие сварного соединения определённым техническим требованиям. Поскольку такие требования весьма разнообразны, различными могут быть и показатели, применяемые для оценки свариваемости. Существует ряд испытаний для оценки свариваемости.
Удовлетворительная свариваемость должна обеспечивать соответствие сварного соединения определённым техническим требованиям. Поскольку такие требования весьма разнообразны, различными могут быть и показатели, применяемые для оценки свариваемости. Существует ряд испытаний для оценки свариваемости.
Свариваемость металлов зависит от способов сварки, при которых она различна.
1.2 Методы получения неразъёмных соединений.
Сварка – это метод получения неразъёмного соединения, при котором соединяемые части подвергаются местному нагреву до температуры плавления (сварка плавлением), или до температуры пластического состояния с приложением давления (сварка давлением), или, для некоторых материалов, при комнатной температуре, без нагрева, с приложением давления (холодная сварка).
Пайка – это метод получения неразъёмного соединения, при котором промежуток между двумя соединяемыми материалами заполняются третьим металлом (припоем), нагретым до состояния расплава и вступающим с основным металлом в различные физико-химические отношения.
Горячее покрытие:
1. Полуда, когда в ванну с одним расплавленным материалом вносят, для покрытия им, части другого материала, находящиеся в твёрдом состоянии;
2. Плакировка, когда на поверхность одного материала накатывается слой другого;
3. Шерардизация, когда один материал, приготовленный в виде тончайшей пыли, конденсируется на поверхность другого, и затем оба нагреваются до высокой температуры;
4. Гальваническое покрытие;
5. Ионно-плазменное осаждение.
Удобна система классификации, основанная на виде энергии, преимущественно используемой при сварке. По этому признаку все способы сварки разделяются на четыре группы: электрические способы; химические; механические, лучевые.
1.3 Основы физического строения металлов и его значение для сварки.
Свойства металлов определяются следующими основными факторами:
1) Характером и величиной сил связей между атомами;
2) Типом решетки, в которой кристаллизуется данный металл;
3) Наличием несовершенств структуры, их количеством и типом;
4) Формой и размером зёрен;
5) Составом и свойствами межкристалитных прослоек.
1.4.1 Физико-химические особенности получения сварных и паянных соединений.
Все физико-химические образования на границе соприкасания двух соединяемых частей могут развиваться по-разному, но их можно свести к следующим трём случая:
1) они происходят в жидком материале, т.е. в процессе совместного расплавления свариваемых частей и последующей кристаллизации металла шва, что соответствует сварке плавлением;
2) они происходят в материалах, находящихся в твёрдом, пластическом состоянии между поверхностными частицами твёрдых тел, этот случай соответствует сварке с приложением давления;
3) физико-химические образования происходят на границе соприкасания между жидкой и твёрдой фазами, этот случай соответствует пайке и горячему покрытию.
Механизм возникновения, законы и особенности сил, вызывающих образование соединений, весьма своеобразны.
1.4.2 Возникновение сил сцепления при сварке в жидкой фазе.
Одним из широко применяемых способов создания межатомных связей между свариваемыми твёрдыми телами является расплавление части объема металла, создание общей для обоих тел ванны расплавленного металла (с перемешиванием) и последующей кристаллизацией металла шва. Возникновение связей при сварке плавлением существенно зависит от взаимодействия компонентов, входящих в состав свариваемых материалов – их взаимной растворимости, физических свойств и т.д. Характер взаимной растворимости в жидком состоянии:
1) Компоненты образуют неограниченные взаимные растворы в твёрдом и жидком состоянии. К этой группе относятся все случаи соединения одинаковых металлов, а так же таких пар, как: Fe-Ni; Fe-Cr; Ni-Mn; Ag-Au и др. Происходят процессы растворения и диффузии. Прочность соединений высокая.
2) Ограниченная растворимость компонентов друг в друге. Относятся пары: Fe-Cu, Cu-Zn, и т.д. Процесс кристаллизации каждой из фаз происходит раздельно. Структура металла шва – основные + избыточные фазы.
3) Невозможность образования свариваемыми металлами взаимных растворов. Относятся пары разнородных металлов: Fe- Ag, Fe-Mg, Fe-Pb. Расплавленные металлы кристаллизуются в виде отдельно расположенных зёрен компонентов, не имеющих общих кристаллов и соединяемых между собой только силами сцепления. Это характерно для различных процессов пайки.
1.4.3 Возникновение сил сцепления при сварке металлов в твёрдой фазе.
Поверхности двух тел первоначально соприкасаются друг с другом отдельными выступами. С приложением давления суммарная площадь соприкасания выступов увеличивается, стремясь к полной площади соприкасания соединяемых частей. Это происходит под действием двух основных факторов: приложенного давления и физико-химических процессов на границе соприкасания. Роль давления – увеличение давления при данной температуре вызывает пластическое деформирование выступов, увеличивает поверхность соприкасания. Процесс сваривания заканчивается образованием на месте бывшей границы соприкасания кристаллического монолитного соединения. Получению прочного монолитного соединения препятствуют: наличие окисных плёнок на поверхности соединяемых металлов, слишком большие неровности, выступы и впадины, а так же возникновение на соединяемых поверхностях слоя адсорбированных газовых молекул. Повышение температуры активизирует процессы сцепления в силу таких причин:
1. при нагреве повышается энергетический уровень атомов, благодаря чему перестройка решётки при контакте различно ориентированных монокристаллов облегчается;
2. повышение температуры обеспечивает пластическую деформацию металлов и снижает величину усилий, нужных для сдавливания образцов;
3. уменьшает собственные напряжения, которые могут разрывать уже образовавшиеся соединения;
4. при высоких температурах возможно растворение окисных плёнок специальными флюсами (окисные плёнки выгорают, если они жировые, частично выгорают в металле).
В результате нагрева изменяется принцип образования соединения по-сравнению со сваркой при низких температурах. Резко возрастает скорость диффузии, причём атомы могут диффузировать не только по объему металла, но и через слой оксидов и тонкие зазоры между поверхностями. Диффузия расширяет зону соединения и делает её объёмней.
К числу процессов, улучшающих сцепление металлов, следует отнести диффузию, растворение, смачивание, рекристаллизацию и т.д. Повышается прочность соединения.
1.4.4 Сцепление твёрдых металлов с расплавленными.
Эти процессы занимают промежуточное положение. Пайка, омеднение, алитирование, и др. Для их осуществления решающую роль играет сцепление между жидким расплавом и твёрдым металлом. Необходимое условие образования соединения – сближение атомов, которое достигается при смачивании твёрдого тела жидким. Смачивание зависит от химического свойства между контактируемыми металлами, и в первую очередь, от их взаимной растворимости. Смачивание и растекание расплава по поверхности осуществляется за счёт поверхностной диффузии и поэтому обеспечивается при повышении температуры. Для осуществления физико-химического взаимодействия между твёрдым и жидким металлами нужно, чтобы температура твёрдого металла была выше или равна температуре плавления расплава. В данном случае на границе возможно растворение одного металла в другом или образование химических соединений.
Процессы пайки осуществляют с помощью припоев. Для осуществления процесса смачивания иногда применяют нагрев металла в вакууме, в специальных средах или с применением флюсов.
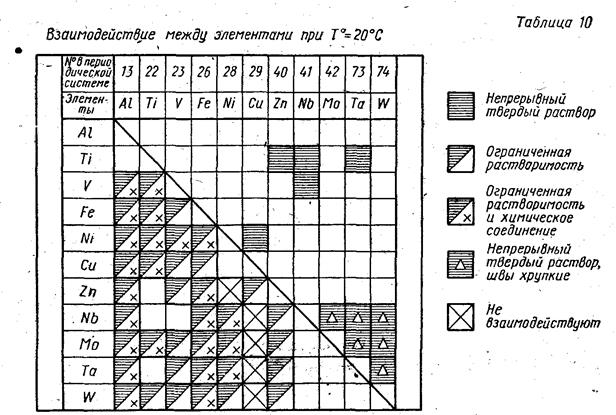
1.4.5 Свариваемость по диаграммам
При оценке свариваемости разнородных металлов принято считать, что образование сварных соединений с удовлетворительными свойствами возможно для металлов, обладающих неограниченной, взаимной растворимостью в жидком и твердом состояниях. Одним из условий образования между элементами неограниченной взаимной растворимости считается, чтобы различие их атомных диаметров не превышало 15%.
Металлы, образующие ограниченный ряд твердых растворов эвтектики и химические соединения, снижающие механические и коррозионные свойства сварного соединения, относятся к не свариваемым или плохо свариваемым. На основе анализа бинарных диаграмм состояния в табл. 10 представлены данные о взаимодействии элементов, составляющих основу наиболее распространенных конструкционных металлов и сплавов. Только незначительная часть элементов при взаимодействии образует непрерывный ряд растворов, остальные имеют ограниченную взаимную растворимость и образуют химические соединения.
Физические свойства химических соединений в отличие от аналогичных свойств основных элементов характеризуются высокой твердостью, заметным изменением плотности, существенным изменением коэффициента теплового расширения и температуры плавления. На пределы взаимной растворимости свариваемых металлов и свойства химических соединений существенное влияние оказывают легирующие элементы, примеси и продукты химических реакций, полученные в результате взаимодействия свариваемых сплавов с окружающей средой: Поэтому при оценке возможности получения сварных соединений сплавов в разнородном сочетании необходимо учитывать не только взаимодействие между элементами, составляющими основу, но и влияние легирующих элементов и примесей, имеющихся в соединяемых сплавах.
В настоящее время не представляется возможным оценить взаимодействие между большим, числом элементов, входящих в состав сварных соединений. Оценка свариваемости разнородных металлов и сплавов в основном базируется на оценке взаимодействия их основы, по возможности учитывается также влияние основных легирующих элементов.
Дата добавления: 2019-09-30; просмотров: 754;
Поиск по сайту
Узнать еще
- CALS-технологии в автоматизированном производстве
- III. Контроль эффективности
- III.4. Геоэкологическая роль технического прогресса
- IX. Сварка взрывом и др.
- IX.2. Биотическое управление экосферой и роль деятельности человека
- S Власть и контроль
- V. Контроль за корректурой СККРиПДП.
- VII. ОБСЛЕДОВАНИЕ ПОМЕТОВ И КОНТРОЛЬ КАЧЕСТВА ИХ ВЫРАЩИВАНИЯ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
