Виды вспомогательного оборудования
Емкостная аппаратура. К емкостной аппаратуре относятся вертикальные, горизонтальные и сферические емкости, отделители высокого и низкого давления; сферические и цилиндрические резервуары; мерники и др.
Основными исходными данными для выполнения проекта сборника являются:
- назначение сборника;
- рабочий объем;
-физико-химические свойства среды;
- рабочие давление и температура.
Большие сборники (объемом более 25 м3), работающие под давлением или вакуумом, обычно выполняются в виде горизонтальных цилиндрических аппаратов с приварными эллиптическими днищами. С целью уменьшения теплопередающей поверхности, при необходимости сохранения максимального объема, сборники для сжиженных углеводородов часто проектируют в виде сфер емкостью до 400 м3. С целью экономии рабочего места сборники, работающие при атмосферном давлении, рекомендуется выполнять в виде вертикальных цилиндрических аппаратов с плоскими приварными днищами и плоскими сферическими или коническими крышками. Форма крышек зависит от диаметра аппарата и вида конструкции аппарата. Стальные аппараты диаметром до 1400 мм имеют плоские объемные крышки, а свыше 1400 мм – приварные. Для мерников и отстойников обычно проектируют конические днища.
На технологической схеме должны быть показаны все трубопроводы, связанные с рассматриваемым аппаратом, и приведены их условные проходы. Количество штуцеров должно быть равно количеству трубопроводов, а их условные проходы должны быть не меньше условных проходов труб. Минимальный условный проход штуцера составляет 40 мм. В общем случае на емкостной аппаратуре могут размещаться штуцера следующих назначений:
- входы и выходы продукта;
- входы и выходы тепло- или хладагента;
- для воздушника;
- установка предохранительного клапана;
- опорожнение аппарата;
- установка манометра, термометра сопротивления (термопары, регуляторы уровня);
- перелив избытка продукта;
- установка мерных стекол;
- отбор проб;
- установка погружных насосов или перемешивающего устройства;
- установка дыхательного клапана, смотрового стекла, а также лаз и вентиляционный люк.
Входные штуцера обычно располагаются в верхней части аппарата. Они могут быть простыми или с сифоном, т. е. с трубой, опущенной внутрь аппарата на максимально возможную глубину. Наличие сифона предотвращает разбрызгивание жидкости и уменьшает возможность образования электростатического электричества.
Штуцеры для входа воздуха или азота, для перемешивания, а также для острого пара снабжаются распределительными устройствами – барботерами. Диаметры отверстий в барботерах выбираются в пределах 3-10 мм, а их суммарное сечение должно быть в 2-3 раза меньше сечения подводящего трубопровода.
Штуцеры сборников, предназначенные для выхода газообразного продукта, располагаются в верхней части аппарата. Штуцеры для выхода жидкого продукта могут располагаться как в нижней, так и в верхней его части.
Диаметр воздушника выбирается из условия обеспечения выпуска воздуха, вытесняемого из сборника жидкостью при ее максимально возможном поступлении, при этом скорость газа в воздушнике не должна превышать 15 м/сек. Таким же образом определяется диаметр штуцера для дыхательного клапана.
Дренажные штуцеры, как правило, устанавливаются в днище вертикального аппарата или на уровне нижней образующей обечайки горизонтального аппарата. При недостатке высоты для установки аппарата дренажный штуцер врезается сбоку и снабжается сифоном.
Для замера и регулирования уровня чаще всего применяются регуляторы уровня – камерные цилиндрические с поплавками (РУКУ). Для их установки на обечайке вертикальных аппаратов или на одном из боковых днищ горизонтального аппарата предусматривается два штуцера Dу=40 мм.
Для обслуживания арматуры предусматриваются металлические площадки. Их форма и способ крепления зависят от взаимного расположения аппаратов. Все штуцера должны быть расположены так, чтобы обеспечить трубопроводную связь между аппаратами по кратчайшим путям и с минимальным числом поворотов.
Теплообменники. Значительную часть капиталовложений на оборудование химических предприятий составляют расходы на теплообменную аппаратуру.
По назначению теплообменная аппаратура делится на:
- холодильники;
- подогреватели;
- испарители;
- конденсаторы.
Кроме того, теплообменники подразделяются на рекуператоры и регенераторы. Рекуператорами называется теплообменная аппаратура, в которой движение теплоносителей является стационарным, т. е. оба потока теплоносителей проходят через аппарат одновременно.
Регенераторами называется теплообменная аппаратура, в которой два потока теплоносителей проходят через одно и то же пространство попеременно. В регенераторах тепло, передаваемое от одного из теплоносителей твердым стенкам, аккумулируется ими, а затем отдается второму теплоносителю, когда наступает его очередь движения через аппарат. Простейшая конструкция регенератора – это труба, через которую поступает сначала один теплоноситель справа налево, затем через нее же, только слева направо, другой теплоноситель. Передача тепла стенкам и отвод от них регулируются величинами входных температур. Это аппараты периодического действия. Большая часть теплообменной аппаратуры относится к рекуператорам.
Основными исходными данными для проектирования и выбора теплообменной аппаратуры являются следующие:
- назначение аппарата;
- расходы теплоносителей;
- температуры теплоносителей на входе и выходе из аппарата;
- физико-химические свойства потоков теплоносителей;
- схема движения потоков теплоносителей;
- допустимые потери давления в потоках;
- расчетная поверхность теплообмена и др.
Наиболее распространенным типом теплообменников являются кожухотрубчатые теплообменники, к основным достоинствам которых относятся: простота изготовления, надежность в эксплуатации, сравнительно высокая поверхность теплообмена при незначительных габаритах.
К недостаткам кожухотрубчатых теплообменников можно отнести их высокую металлоемкость и ограниченную длину труб (не более 9 м).
Существуют следующие разновидности кожухотрубчатых теплообменников:
- с неподвижными трубными решетками (Н);
- с температурным компенсатором на кожухе (К);
- с U-образными трубами (У);
- с плавающей головкой и компенсатором (ПК).
При выборе конструкции теплообменника необходимо придерживаться следующих правил:
- теплоноситель с более высоким давлением направляют в трубное пространство;
- теплоноситель, способный вызывать коррозию металла, следует направлять по трубам во избежание коррозии корпуса аппарата;
- теплоноситель, загрязненный или способный давать твердые отложения, необходимо направлять с той стороны теплообмена, которая доступна для очистки;
- для улучшения теплообмена не всегда требуется увеличение скорости движения теплоносителя;
- более нагретый теплоноситель следует пропускать по трубам, так как при этом уменьшаются потери тепла в окружающую среду.
При выборе положения теплообменника (вертикальное или горизонтальное) следует иметь в виду, что вертикальные аппараты занимают меньшую площадь и отвод конденсата из трубного пространства конструктивно упрощается, однако горизонтальные аппараты легче обслуживать.
Кроме кожухотрубчатых в химических производствах используют другие типы теплообменной аппаратуры: теплообменники типа «труба в трубе», оросительные, погружные, воздушного охлаждения, спиральные, блочные и др.
Теплообменные аппараты типа «труба в трубе» имеют высокий коэффициент теплоотдачи, применяются для нагрева и охлаждения сред, находящихся под высоким давлением, имеют сравнительно небольшие гидравлические сопротивления межтрубного пространства. К недостаткам этого типа теплообменников относится их высокая металлоемкость, трудности с очисткой кольцевого канала. Главным образом, эти теплообменники используются для охлаждения в системе «жидкость-жидкость» при небольших расходах. Иногда они применяются в качестве конденсаторов при больших давлениях в системе «жидкость-газ».
В химической промышленности используются оросительные теплообменники для охлаждения агрессивных сред, например, в производстве серной кислоты. Они просты в изготовлении и могут быть изготовлены из кислотостойких и сравнительно дешевых материалов, например из кислотоупорного ферросилида. Однако оросительные теплообменники мало эффективны, имеют высокую металлоемкость.
Погружные змеевиковые теплообменники используются для организации теплообмена между средами, одна из которых находится под большим давлением. Они состоят из плоских или цилиндрических змеевиков, погруженных в сосуд с жидкой средой. Другая жидкость или газообразная среда пропускается по трубам. Достоинствами этих теплообменников являются способность их к самокомпенсации температурных напряжений и низкое гидравлическое сопротивление. К недостаткам теплообменников погружного типа следует отнести сложность изготовления и монтажа.
Блочные теплообменные аппараты обладают высокой стойкостью к агрессивным средам (кислотам, щелочам, органическим и неорганическим растворителям). Это высокоэффективные аппараты, так как по теплопроводности графит в 4 раза превышает коррозионно-стойкую сталь. Однако низкая прочность на растяжение и изгиб ограничивают области их применения.
Основные способы интенсификации процесса теплообмена связаны с увеличением поверхности теплообмена или увеличением коэффициента теплоотдачи, рациональным подбором гидродинамики теплоносителей:
- поперечное омывание трубных пучков, расположенных в шахматном порядке, значительно турбулизирует поток, и ламинарный слой жидкости остается только на отдельных участках;
- установка распределительных камер с целью ликвидации застойных зон в межтрубном пространстве;
- применение труб как с наружным, так и с внутренним оребрением.
При проектировании необходимо учитывать, что спирали, диафрагмы, насадки, перегородки, которые используют для турбулизации потоков, способствуют увеличению гидравлического сопротивления.
Аппараты для разделения неоднородных систем. Неоднородные системы подразделяются на жидкие (эмульсии и суспензии) и газовые – аэрозоли (пыль, туманы, дым). Для разделения суспензий применяют фильтры, для эмульсий – центрифуги и сепараторы, для разделения аэрозолей – аппараты сухой и мокрой пылеочистки и электрофильтры.
Фильтры. В фильтрах проводят процесс разделения неоднородных систем с помощью пористых перегородок, пропускающих одну из фаз системы и задерживающих другую.
В качестве фильтровальных перегородок используют различные ткани, проволочные и полимерные сетки, металлические, стеклянные, керамические пористые пластины и др.
Большое распространение получили фильтры периодического действия рамного типа благодаря простому устройству и возможности осуществлять фильтрацию при повышенном (до 0,5 МПа) давлении. Типичным представителем аппаратов данного типа является плиточный рамный фильтр-пресс, имеющий большую удельную поверхность и высокую производительность благодаря значительной движущей силе. Движущей силой процесса фильтрации является разность давлений над осадком и под фильтрующей перегородкой. Однако негерметичность, сложность и трудоемкость разгрузки фильтра ограничивают область их использования. В основном рамные фильтр-прессы применяют для разделения малоконцентрированных суспензий, жидкая фаза которых или промывная жидкость не являются ядовитыми, пожароопасными и легколетучими веществами.
Меньшие размеры при той же поверхности фильтрации имеет камерный фильтр-пресс.
Существенным недостатком обычных рамных и камерных фильтр-прессов является длительность и трудоемкость выгрузки осадка, которая обычно проводится вручную. Поэтому, несмотря на простоту их конструкции и низкую металлоемкость, их заменяют автоматизированными камерными фильтр-прессами с горизонтальным и вертикальным расположением пакетов из фильтровальных плит. Основные преимущества фильтра – возможность фильтрации и отжима осадков при давлениях до 1,5 МПа и полная автоматизация процесса. Эти фильтры широко используются для установок очистки сточных вод.
К аппаратам непрерывного действия относится барабанный вакуум-фильтр, представляющий собой медленно вращающийся цилиндрический барабан с двойной стенкой. Одна из стенок перфорирована и снабжена фильтровальной перегородкой. Полость между стенками закрыта кольцевыми крышками и служит для сбора фильтрата, отводимого из фильтра по дренажным трубкам. В зависимости от назначения барабанные вакуум-фильтры изготавливают с различными углами погружения барабана (от 80 до 270°). Фильтры малого погружения в основном используются для легко фильтруемых суспензий; для трудно фильтруемых используются фильтры с углом погружения около 200°; для низко концентрированных суспензий с волокнистой твердой фазой – фильтры с углом погружения 210-270°. Фильтры общего назначения имеют угол погружения в пределах 135-145°. Основным недостатком этих фильтров является их громоздкость. В этом отношении более выгодными являются ячейковые дисковые вакуум-фильтры, в которых фильтрующая поверхность образована несколькими полыми дисками. Эти фильтры преимущественно применяются в крупнотоннажных производствах, горнорудной, металлургической и угольной промышленности.
Тарельчатые вакуум-фильтры применяются для разделения крупнозернистых быстро осаждающихся суспензий, так как направления фильтрации и отстаивания суспензии совпадают. Тарельчатые вакуум-фильтры в основном применяются для обезвоживания и промывки крупнозернистых концентратов каменного угля и других кристаллических продуктов. К недостаткам этих фильтров можно отнести их большие размеры и неравномерность промывки осадка, из-за разной линейной скорости его движения в центральной и периферийной частях зоны промывки.
Эти недостатки отсутствуют у ленточных вакуум-фильтров, область применения которых аналогична области применения тарельчатых вакуум-фильтров.
Ленточные вакуум-фильтры. Имеют примерно вдвое большую производительность по сравнению с барабанными фильтрами и широко используются в химической промышленности.
Производительность барабанного фильтра, работающего под давлением, в 1,5-2 раза превышает производительность обычного барабанного фильтра. Кроме того, использование барабанных фильтров под давлением позволяет снизить остаточное влагосодержание осадка и расход промывной жидкости. Полная герметичность аппарата позволяет использовать его для разделения суспензий, жидкая фаза которых представляет собой легкокипящее или ядовитое вещество.
Основными исходными данными для расчета или выбора фильтра являются следующие:
- характеристика суспензий (физико-химические свойства, концентрация, крупность и плотность твердой фазы, свойства жидкой фазы, характер образующегося осадка и др.);
- условия работы (непрерывный или периодический процесс);
- рабочая температура и давление;
- свойства и толщина осадка;
- категория исполнения аппарата по возможности обработки в нем взрывоопасных и токсичных веществ;
- конструкционный материал и материал фильтрующей перегородки;
- степень автоматизации и механизации и др.
Кроме того, для окончательного выбора фильтра необходимо иметь сведения об опыте применения данного фильтра в аналогичных условиях и производствах.
Центрифуги. Центрифугирование - это процесс механического разделения неоднородных систем в поле центробежных сил, создаваемых во вращающемся барабане центрифуги. В центрифугах разделяют самые разнообразные неоднородные системы: суспензию поливинилхлоридной смолы, сырую нефть, смеси кристаллов солей с маточными растворами, шламы, смазочные и растительные масла и др.
Центрифуги бывают двух типов: осадительные и фильтрующие. В осадительных центрифугах разделение суспензий или эмульсий происходит осаждением (или всплыванием) взвешенных в жидкости твердых частиц или капель другой жидкости под действием центробежных сил.
Фильтрующие центрифуги – это фильтры, используемые для разделения суспензий, в которых движущая сила создается центробежными силами, действующими на вращающуюся в барабане жидкость.
В химической промышленности используются центрифуги с пульсирующей выгрузкой осадка для разделения суспензий с кристаллической твердой фазой и при обработке волокнистых материалов. Главные преимущества этих центрифуг - высокая производительность и непрерывность работы. Они выпускаются одно-, двух- и многокаскадными.
Осадительные центрифуги со шнековой выгрузкой осадка предназначены для разделения суспензий с нерастворенной твердой фазой. Это центрифуги непрерывного действия, их применяют для обезвоживания кристаллических и зернистых продуктов, для классификации материалов по крупности, а также для осветления суспензий малой концентрации.
Центрифуги непрерывного действия с инерционной выгрузкой осадка работают под действием составляющих инерционных, центробежных и вибрационных сил. Основное отличие их от центрифуг со шнековой выгрузкой заключается в отсутствии каких-либо выгружающих устройств.
Осадительные сверхцентрифуги (скоростные), предназначенные для разделения стойких эмульсий и осветления тонких низкоконцентрированных суспензий с размером твердых частиц от 0,1 мкм, называются сепараторами.
В зависимости от назначения сепараторы делятся на разделяющие и осветляющие, однокамерные и многокамерные, при этом многокамерные пригодны для классификации суспензий по размерам частиц.
Для сгущения, осветления и классификации суспензий в химической, нефтеперерабатывающей и горнорудной отраслях промышленности, а также в системах очистки промышленных и бытовых сточных вод широко используются гидроциклоны.
Гидроциклоны – это аппараты, в которых разделение жидких систем происходит под действием центробежных сил, возникающих в закрученном потоке жидкости.
По назначению гидроциклоны делятся на классификаторы, сгустители и разделители.
Эффективность работы гидроциклона зависит от многих факторов, которые необходимо учитывать при выборе типа аппарата:
- диаметр конуса (с увеличением диаметра увеличивается его производительность, однако качественные показатели работы ухудшаются);
- диаметры питающего, сливного и разгрузочного патрубков;
- характеристика эмульсий и суспензий;
- давление на входе;
- концентрация и размер частиц твердой фазы в исходном продукте;
- разность плотностей твердой и жидкой фаз и др.;
- режимные параметры процесса.
Для увеличения производительности гидроциклона применяют одно- и двухступенчатые батарейные гидроциклоны.
Пылеочистное оборудование. Многие виды химического оборудования (сушилки, смесители, диспергаторы и др.) не могут работать без эффективной системы, предназначенной для очистки газов от взвешенных в них твердых частиц или капель-жидкостей.
Различают три вида аэрозолей – пыль, туман и дым. Размеры частиц пыли 3-70 мкм. Она образуется при сушке, дроблении, транспортировке сыпучих материалов. Дым получается при сгорании топлива или конденсации паров, при этом образуются твердые и жидкие частицы размером 0,3-5,0 мкм. Дисперсная фаза тумана представляет собой капельки жидкости также размером 0,3-5,0 мкм.
С целью охраны окружающей среды промышленные газы очищают от взвешенных частиц. Кроме того, газы очищают с целью улавливания ценных продуктов или вредных примесей, которые затрудняют последующую его переработку.
Используются следующие способы разделения: осаждение частиц в гравитационном, электрическом и центробежном поле; фильтрование запыленных газов через пористые перегородки; улавливание частиц жидкостью (мокрая очистка), абсорбция.
Для выделения твердых частиц из запыленного газа под действием центробежных сил используют циклоны. В химической промышленности используются различные конструкции циклонов. Для обеспечения заданной производительности часто используют не один, а несколько параллельно работающих циклонов – групповые и батарейные циклоны. Использование нескольких циклонов меньшего диаметра вместо одного – большего – предпочтительнее, так как при одинаковой линейной скорости газа в циклоне малого диаметра развиваются большие центробежные силы и обеспечивается лучшее пылеулавливание.
В электрофильтрах для отделения твердых частиц из газа используют осаждение их в электростатическом поле.
Электрофильтры имеют множество труб круглого или шестигранного сечения, установленных в корпусе аппарата. Вместо труб можно использовать сетки, решетки и пластины из металла. Проходя по трубам или пластинам, частицы приобретают отрицательный заряд и осаждаются на положительно заряженных пластинах или трубах. Для удаления пыли фильтр отключают от источника напряжения, а трубчатые или плоские электроды встряхивают. Электрофильтры используют для наиболее полной очистки газа от мельчайших частичек пыли и капель размером от 0,005 мкм. Эти аппараты применяют, например, для извлечения ценных металлов при переработке полиметаллических руд, в производстве серной кислоты для очистки газа от огарковой пыли, мокрые циклоны применяются для улавливания капелек кислоты и примесей из газа, поступающего в контактное отделение.
Газовые неоднородные системы можно разделить фильтрованием через пористые перегородки, задерживающие взвешенные твердые частицы и пропускающие сплошную фазу. В химической промышленности наиболее распространены рукавные фильтры, в которых используются фильтровальные материалы из натуральных и синтетических волокон, работающие при температуре не выше 250 °С и обладающие хорошей коррозионной стойкостью. В связи с этим для очистки горючих и агрессивных газов от пыли применяют керамические и порошковые фильтры, обладающие высокой термо- и кислотостойкостью.
Мокрые фильтры или скрубберы – это аппараты мокрой очистки газов от растворенных вредных примесей и взвешенных твердых частиц. Очистка газов происходит за счет прилипания твердых частиц к поверхности жидкости с последующим переходом их в жидкую фазу. Мокрые пылеуловители отличаются сравнительно небольшой стоимостью и обычно более эффективны, чем сухие.
Конструкции аппаратов мокрой очистки весьма разнообразны: полые форсуночные скрубберы, барботажные и пенные аппараты, аппараты ударно-инерционного действия, орошаемые циклоны, скоростные промыватели и др.
При выборе типа аппарата для пылеочистки необходимо учитывать следующие факторы:
- взрывоопасность и агрессивность пыли;
- размер частиц пыли;
- концентрация пыли;
нужная степень удаления частиц определяется санитарно-гигиеническими нормами для чистоты атмосферного воздуха либо условиями работы технологического оборудования;
- температура, влажность, скорость газа;
- наличие влаги и агрессивных компонентов в газах, их количество и температура;
- объем аппарата и скорость потока, предпочтительны более компактные аппараты, несмотря на их большую энергоемкость;
- необходимо учитывать возможности и особенности пылеуловителя;
- гидравлическое сопротивление и возможности автоматизации и др.
Таким образом, при выборе типа установки для пылеочистки необходимо, наряду с вышеперечисленными факторами, учитывать технико-экономические показатели и специфику производств.
Дробилки и мельницы. В химико-технологических процессах измельчение (диспергирование) твердой фазы производится с целью:
- уменьшения размеров кусков твердого материала (исходное горно-химическое сырье, обжиг и др.);
- раскрытия зерен чистых включений, входящих в состав сростков перед процессами механического обогащения продуктов;
- увеличения свободной наружной поверхности зерен твердого материала перед операциями растворения, экстрагирования, химического взаимодействия, и т. д.
В зависимости от размеров исходного и измельченного материала различают следующие классы измельчения (таблица 15.1).
Для характеристики измельченного материала используют линейную степень измельчения  ; объемную степень измельчения
; объемную степень измельчения  ; удельную поверхность, фракционный (гранулометрический состав), характеристику по верхнему (-d) и нижнему пределу (+d).
; удельную поверхность, фракционный (гранулометрический состав), характеристику по верхнему (-d) и нижнему пределу (+d).
Таблица 15.1. Классы измельчения
| Класс измельчения | Размер кусков, мм | |
| исходных | полученных | |
| Дробление крупное среднее мелкое | 1-5 | |
| Помол грубый средний тонкий коллоидный | 1-5 0,1-0,04 0,1-0,04 <0,1 | 0,1-0,04 0,015-0,005 0,005-0,001 <0,001 |
В зависимости от физико-химических свойств материалов существует четыре основных метода измельчения: раздавливанием, раскалыванием, истиранием и ударом.
Для крупного и среднего дробления используются щековые, конусные и зубовалковые дробилки. Измельчение в этих дробилках происходит в основном за счет раскалывания и размалывания. Эти аппараты позволяют получить измельченный материал с размером частиц до 20 мм.
Измельчающие машины истирающе-раздавливающего действия – это бегуны, гладкие валки. Измельченный материал имеет размер частиц до
40 мкм и ниже. Для получения более тонкодисперсного материала используются мельницы – барабанные (шаровые, стержневые) и газоструйные. Измельчение материала происходит за счет удара и истирания.
Высокая степень измельчения не может быть получена в одном аппарате или в нескольких аппаратах одной конструкции. Процесс измельчения чаще всего является процессом многостадийным, и каждой стадии измельчения отвечает своя оптимальная степень измельчения.
На практике установлено, что в аппаратах доля крупного и среднего дробления (при кусках более 50 мм), степень измельчения (i) составляет 2-3, для мелкого дробления (от 50 до 5 мм) – i=3-5. При более тонком измельчении – i=6-8. Зная требуемую степень измельчения с учетом указанных конкретных степеней измельчения, можно определить число стадий процесса измельчения.
Все технологические схемы измельчения должны быть построены так, чтобы сократить степень возможного переизмельчения продукта.
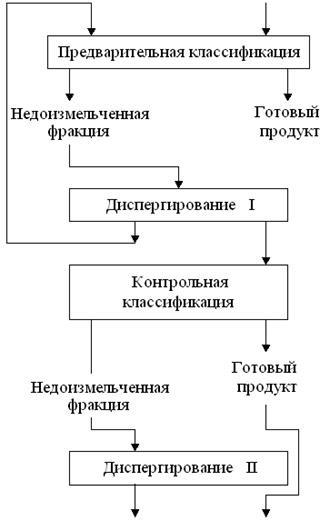
Во-первых, желательно сразу, до начала процесса, удалить из исходного сырья ту его часть, которая представляет собой уже готовый продукт, т. е. все зерна целевой фракции, и уже переизмельченные зерна. Это сократит количество измельчаемого сырья и предотвратит неоправданные расходы энергии на переизмельчение целевого продукта и на бессмысленное дальнейшее измельчение уже переизмельченной фракции. Для этого целесообразно прибегнуть к предварительной классификации исходного материала по крупности частиц (рис. 15.1), на измельчение должен поступать, по возможности, только недоизмельченный продукт.
Во-вторых, режим измельчения должен быть построен так, чтобы измельченный материал не задерживался на длительный срок в измельчительных установках. Тогда полученный продукт не будет доизмельчаться и переизмельчаться (рис. 15.1).
Однако сокращение времени пребывания частиц в измельчающем устройстве делает более вероятным прохождение недоизмельченных частиц через весь аппарат без требуемой степени измельчения. Поэтому из аппарата может выходить продукт со значительным содержанием недоизмельченной фракции. В этом случае на выходе из аппарата необходимо поставить классифицирующее устройство, отделяющее готовый продукт от недоизмельченной фракции. Выделенная недоизмельченная фракция будет поступать на повторное измельчение.
Выбор той или иной схемы измельчения аппаратов для измельчения зависит от следующих факторов:
- физико-химические свойства измельчаемого материала (твердость, хрупкость, налипание, сыпучесть, насыпной вес и др.);
- размер частиц исходного материала;
- степень измельчения;
- степень использования полезного объема измельчительных установок;
- данные по производительности рекомендуемых измельчителей и др.
|
| Рис. 15.1. Схема многостадийного диспергирования твердой фазы с контрольной классификацией продукта |
Измельчители можно разделить на следующие основные группы:
1) раскалывающего и разламывающего действия;
2) раздавливающего действия;
3) истирающе-раздавливающего действия;
4) ударного действия;
5) ударно-истирающего действия;
6) коллоидные измельчители.
В основу предлагаемой классификации измельчителей положен главный способ, которым в нем измельчается материал.
Измельчители раскалывающего и разламывающего действия:
1) щековые дробилки;
2) конусные дробилки;
3) зубовалковые дробилки.
Измельчители раздавливающего действия:
1) гладковалковые дробилки;
2) ролико-кольцевые мельницы
а) горизонтальные;
б) вертикальные.
Измельчители истирающе-раздавливающего действия:
1) жерновые мельницы;
2) бегуны;
3) катково-тарельчатые мельницы;
4) шаро-кольцевые мельницы;
5) бисерные мельницы.
Измельчители ударного действия:
1) молотковые мельницы;
2) дезинтеграторы и дисмембраторы;
3) центробежные мельницы;
4) барабанные мельницы;
5) газоструйные мельницы.
Измельчители ударно-истирающего действия:
1) вибрационные мельницы;
2) планетарные мельницы;
3) гироскопические мельницы.
Коллоидные мельницы:
1) конусные мельницы;
2) бильные (кавитационные) мельницы;
3) виброкавитационные мельницы;
4) реактроны.
Сушилки. Сушка - это процесс удаления влаги из твердого (пастообразного) материала путем испарения.
Сушку материалов можно проводить естественным и искусственным способом. Естественная сушка на открытом воздухе малоэффективна, так как требует больших площадей, является весьма продолжительной и зависит от времени года и влажности воздуха.
Наиболее эффективным способом является искусственная сушка, производимая в специальных устройствах – сушилках, в которых сушильный агент, поглотивший пары влаги, отводится от поверхности высушиваемого материала при помощи вентиляторов, инжекторов и других устройств.
Сушилки, применяемые в химической промышленности, обычно классифицируются по способу подвода теплоты к высушиваемому материалу:
- конвективные (для сушки материалов в слое, барабанные, для сушки материалов в режиме псевдоожижения и фонтанирующего слоя, распылительные, в режиме пневмотранспорта и др.);
- кондуктивные (полочные, вальцовые, вакуумные, сушильные шкафы и др.);
- специальные (высокочастотные, радиационные, сублимационные).
Большое распространение получили конвективные сушилки, в которых в качестве сушильного агента используют топочные газы, воздух или смеси воздуха и топочных газов. Основным способом передачи тепла в этом случае является конвекция.
В кондуктивных сушилках необходимая для сушки теплота передается теплоносителем влажному материалу через разделяющую их стенку. Здесь основной способ передачи тепла – теплопроводность.
Специальные сушилки являются дорогостоящими и применяются реже, чем обычные конвективные или кондуктивные сушилки.
Полочная и камерная сушилки периодического действия широко используются для сушки различных порошкообразных материалов – центрифугированного осадка, пигментов, силикатных материалов (цемент, глина и др.). Для сушки термочувствительных кристаллических материалов, а также крупных изделий (например: кирпич, керамика, фарфор, осадок вискозы, пиломатериалы и др.) применяются полочные вакуум-сушилки периодического действия.
Туннельные полочные сушилки непрерывного действия широко применяются для сушки твердых материалов и изделий разных форм и размеров, например на заводах строительных материалов, керамических изделий, производствах вискозы и др.
Распылительные сушилки нашли широкое применение для сушки эмульсий, суспензий, шламов, экстрактов и других материалов, в том числе в производстве минеральных удобрений и солей.
Вращающийся сушильный барабан – недорог, работает в широком интервале мощностей, используется для сушки материалов различных по степени дисперсности и природе, но не мелких и не чувствительных к нагреву.
Вальцовые сушилки, работающие под вакуумом или при атмосферном давлении, применяются для сушки паст, шламов, суспензий, отработанных щелоков, каучукового латекса и др.
Для того, чтобы правильно выбрать сушильное оборудование, необходимо учитывать следующие факторы:
- свойства высушиваемого материала (размер частиц, агрессивность, токсичность, воспламеняемость, абразивные свойства, физические характеристики сухого и влажного материала);
- сушильные характеристики материала (начальное и конечное влагосодержание, тип влаги, допускаемая температура сушки, вероятная продолжительность сушки);
- подача материала в сушилку и выгрузка из нее (часовая производительность, непрерывный или периодический процесс и т. д.);
- качество продукта (усадка, пересушивание, равномерность распределения остаточной влаги, разложение продукта, температура, степень измельчения при сушке, насыпная плотность и др.);
- проблемы регенерации пыли и растворителя;
- условия на месте предполагаемой установки аппарата (занимаемое пространство, наличие топлива, температура, влажность и чистота воздуха, способ подачи влажного материала и разгрузки и др.).
Дата добавления: 2021-02-19; просмотров: 559;
Поиск по сайту
Узнать еще
- I. Определение, виды радиоактивности, радиоактивные семейства
- II. Виды ионизирующих излучений и единицы измерения ИИ
- II. ЭКОНОМИЧЕСКАЯ ПОЛИТИКА, ее цели и виды. ФИАСКО ГОСУДАРСТВА
- VIII РАСПОЛОЖЕНИЕ ОБОРУДОВАНИЯ.
- А.2 Виды адсорбентов и их характеристики
- Абсолютные показатели экономичности и энергетическая характеристика оборудования
- Автоматизированные рабочие места, назначение и их виды
- Автоматизированные рабочие места: назначение, состав, виды обеспечения

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
