Контроль качества пайки.
Контроль качества пайки проводят по внешнему виду, структуры, механической прочности и интенсивности отказов.
По внешнему виду проводится визуально с 10 кратным увеличением.
При хорошем соединении – поверхность припоя гладкая, блестящая, без наплывов, инородных включений.
Структуру оценивают по ширине диффузионной зоны. Максимальная прочность соединения, при . Ддиф=0,9 мкм.
Увеличение или уменьшение зоны снижает прочность. Качество структуры проверяют путем металлографического анализа. При этом исследуется характер и величина прослоек на границе раздела «припой-металл», определяются наличие дефектов и инородных включений. Не удовлетворительное состояние структуры соединений свидетельствует о неправильном выборе или нарушении режимов пайки (t, время, скорость охлаждения и т.д.).
Механическую прочность определяют по усилию разрушения на разрыв или срез, проверяют на вибропрочность. Проверяют переходное сопротивление по трем замерам как среднеарифметическое

Поры, раковины и холодный спай. Мелкие поры образуются при выделении газов, попадании в припой оксидных пленок, перегреве припоя при пайке. Раковины образуются при усадке, при кристаллизации и недостаточном заполнении зазора припоем.
На качество влияют сильно параметры: t пайки, время выдержки при этой t, скорость нагрева и охлаждения. И условия: способ нагрева, припой, флюс (газовая среда), давление на детали. Холодный спай является результатом заниженной t. Для получения качественного соединения
t паяльника > t плавления припоя, t плавления припоя должна быть 50°С, более высокая вызовет сложный окислительный процесс, паяльник быстро выходит из строя.
Безопасность пайки – хорошая вентиляция, защита от ожогов, умение работать с флюсами, припоем, газовой средой.
Оловянно-свинцовые припои токсичны. Могут вызвать загрязнение кожи рук, одежды. Все флюсы выделяют газы. Канифолевые выделяют газы и дым. После работы тщательно мыть руки!
Различают индивидуальные методы пайки (при помощи паяльника) и групповые автоматизированные методы. Паяльник с медным наконечником с Vпит до 36В.
Ручную пайку выполняют паяльником на монтажном столе, снабженном системой локального удаления газов. Для паяльников должны выполняться следующие требования. Терморегулирование, дозированная подача припоя в зону пайки нажатием кнопки (рычага), отсос газов из зоны пайки. Монтажник должен иметь браслет на руке для снятия электростатического поля. Паяльник используют в опытном ремонтном производствах, при исправлении брака и при установке небольшого числа элементов, которые невозможно припаять другими способами.
Способы реализации пайки погружением: с вертикальным перемещением платы; с наклоном платы; протягиванием; с применением колебательных движений; с маятниковым движением платы; избирательная; каскадная; в ванну, заполненную сеткой.
При пайке протягиванием ПП укладывается в держатель под углом 5°, погружается в ванну, и протягивается по зеркалу припоя. Впереди держателя имеется скребок, который очищает поверхность зеркала.
В условиях серийного или поточного производства чаще погружением в расплавленный припой и волной припоя.
Пайка погружением (рис. 2.24.). Плата 1 с установленными элементами размещается в приспособление 2. Места, не подлежащие пайке, закрываются термостойкой эпоксидной маской 3, наносимой через трафарет или приклеиванием отштампованных пленочных масок. На местах пайки наносится спирто-канифольный флюс. Перед погружением платы в ванну с расплавленным припоем с его поверхности следует удалить оксидную (шлаковую) пленку. Существуют механические, химические способы удаления пленки и очистки поверхности. Цикл пайки следующий: плату опускают на поверхность припоя на половину толщины платы, где происходит прогрев мест пайки – в течении 2…4с, затем на приспособление накладываются колебания от вибратора 4 в течении 3…5с. За счет этого улучшается растекаемость припоя, и он проникает в зазор между выводом и монтажным отверстием. Происходит оплавление припоем мест пайки.
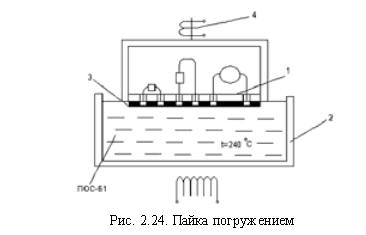
Частота колебаний составляет около 100Гц, амплитуда – 0,1…0,3 мм. Приспособление с платой поднимают из ванны, и припой затвердевает.
Пайка погружением является производительным способом, так как при этом в приспособление можно устанавливать по несколько плат.
Недостатком этого способа является сложность качественного удаления пленки с поверхности припоя (требуют специальные очистители), что приводит к некачественному пропою. Кроме того, возможен и термоудар, несмотря на защитную маску. Существуют другие варианты пайки погружением, в которых устраняют присущие пайке погружением недостатки: применение керамической маски, пайка в нейтральной среде и т.д.
Широкое распространение нашел групповой способ пайки, называемый пайка волной припоя. Пайка волной припоя – процесс, при котором нагрев паяемого материала перемещающих над ванной, и подаче припоя к месту пайки осуществляется стоячей волной припоя, возбуждаемой в ванне стоячая ванна – это состояние среды, когда максимум и минимум перемещений колеблющихся точек среды не меняется во времени.
На рис. 2.25. приведена схема пайки обычной волной припоя, образуемый электромагнитным, механическим или гидродинамическим способом. В приведенной на рис. 2.25. установке волна припоя 1 образуется вращением крыльчатки 2, которая нагнетает расплавленный припой через отверстие 3 из глубины ванны и гонит его под давлением через сопло патрубка 4, образуя волну. Печатные платы 5 с установленными на них элементами 6 приходят последовательно над волной припоя, при этом обеспечивается пайка выводов к контактам площадкам. Скорость перемещения платы должна быть такой, чтобы от соприкосновения соединения с волной и выхода из нее обеспечивалась качественная пака; припой хорошо растекался в зазор между выводом и монтажным отверстием, и не образовывались наплывы и сосульки на поверхности пайки. Платы устанавливают и крепят в специальные рамки, которые перемещаются транспортером 7. Места, не подлежащие пайки, закрываются защитной маской 8.
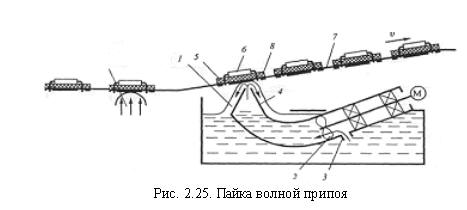
Движение платы под углом устраняет выброс припоя на обратную сторону через зазоры в монтажных отверстиях и уменьшает вероятность образования припойных сосулек. Перед пайкой поверхность плат обрабатывают пеной спирто - канифольного флюса 9. после пайки остатки флюса удаляются органическим растворителем и вращающимися щетками. После очистки проводят сушку плат. Чтобы устранить окисление припоя и поверхности пайки, пайку проводят в нейтральной среде (аргон, азот).

Рабочая часть патрубка 4 выполняется сменной, в виде различных сопловых насадок, обеспечивающих различную форму волны и скорость истечения припоя. На рис. 2.26. показана насадка, обеспечивающая так  с помощью которой получают бездефектную пайку плат с повышенной плотностью монтажа без образования сосулек, мостиков и натеков припоя. Такая волна припоя обеспечивает оптимальные условия выхода и входа контакта. Предварительно подогретый печатный узел входит в волну в точке, где скорость потока припоя максимальна, что обеспечивает быстрый прогрев мест пайки. Активная (средняя) часть волны имеет движение как навстречу, так и по ходу его перемещения, обеспечивая хорошую смачиваемость припоем места пайки. На выходе скорость потока почти равна скорости печатного узла, что устраняет вытягивание припоя из потока и образование сосулек.
с помощью которой получают бездефектную пайку плат с повышенной плотностью монтажа без образования сосулек, мостиков и натеков припоя. Такая волна припоя обеспечивает оптимальные условия выхода и входа контакта. Предварительно подогретый печатный узел входит в волну в точке, где скорость потока припоя максимальна, что обеспечивает быстрый прогрев мест пайки. Активная (средняя) часть волны имеет движение как навстречу, так и по ходу его перемещения, обеспечивая хорошую смачиваемость припоем места пайки. На выходе скорость потока почти равна скорости печатного узла, что устраняет вытягивание припоя из потока и образование сосулек.
Заключительной операцией при всех методах пайки является удаление маски. Для этого ПП погружают на 0,8…0,9 ее толщины в ванну с горячей водой (t=90°С) и выдерживают, пока маска не отклеится (2…3мин). Затем обдув горячим воздухом до полного высыхания. Флюс удаляют в ванне со смесью бензина и спирта (по 50%).
Достоинства пайки волной припоя. Высокая производительность, возможность автоматизации, ограниченное время взаимодействия припоя с ПП, что снижает термоудар, перегрев.
Пайка расплавлением дозированного припоя для поверхностного монтажа
Пайку печатных узлов с элементами для поверхностного монтажа (рис. 2.28.) осуществляют с использованием припойных (паяльных) паст. Паста продавливается ракелем через трафарет на контактные площадки платы. Элементы по программе устанавливаются на пасту, которая их фиксирует и удерживает от смещения.
На приведенной на рис. 2.29. схеме станка-автомата установка элементов поверхностного монтажа осуществляет рабочая головка 1. Она захватывает элемент 2, освобожденный из ленты 3, которая сматывается с бобины 4. Бобины (или кассеты) с элементами устанавливаются с обеих сторон платы 5. Рабочая головка захватывает элемент пневмозахватом 6 строго ориентированно пинцетными захватами 7. Головка по программе перемещается по трем координатам и устанавливает элемент на пасту 8 в нужном месте. Управление осуществляется от ПЭВМ 9.
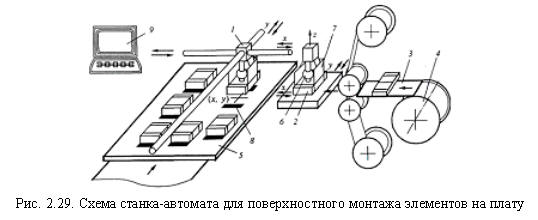
После установки всех элементов (для этого может потребоваться несколько автоматов) плата конвейером перемещается на последнюю позицию,
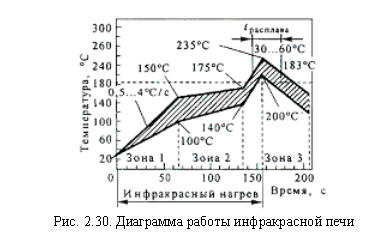
где происходит пайка в инфракрасной (ИК) печи в нейтральной среде. Температурный режим работы такой печи приведен на диаграмме, изображенной на рис. 2.30.
Элементы, которые нельзя установить на автоматах, устанавливают вручную с использованием светомонтажных столов с последующей пайкой волной припоя. По завершению монтажных работ печатный узел проходит проверку на функционирование.
Пайка расплавлением дозированного припоя с инфракрасным (ИК) нагревом
Процесс пайки компонентов, собранных на коммутационной плате, с помощью ИК-нагрева аналогичен пайке в ПГФ, за исключением того, что нагрев платы с компонентами производится не парами жидкости, а ИК-излучением.
Основным механизмом передачи тепла, используемым в установках пайки с ИК-нагревом, является излучение. Передача тепла излучением имеет большое преимущество перед теплопередачей за счет теплопроводности и конвекции в описанных ранее методах, так как это единственный из механизмов теплопередачи, обеспечивающий передачу тепловой энергии по всему объему монтируемого устройства. Остальные механизмы теплопередачи обеспечивают передачу тепловой энергии только поверхности монтируемого изделия. В отличие от пайки в ПГФ, в процессе пайки с ИК-излучением скорость нагрева регулируется изменением мощности каждого излучателя и скорости движения транспортера с коммутационными платами. Поэтому термические напряжения в компонентах и платах могут быть снижены посредством постепенного нагрева микросборок. Основным недостатком пайки с ИК-нагревом является то, что количество энергии излучения, поглощаемой компонентами и платами, зависит от поглощающей способности материалов, из которых они изго товлены. Поэтому нагрев осуществляется неравномерно в пределах монтируемого устройства. Пайка кристаллоносителей без выводов или с J-образными выводами может оказаться невозможной в установках с ИК-нагревом, если компонент непрозрачен для ИК-излучения.
В некоторых установках для пайки с ИК-нагревом вместо ламп ИК-излучения применяются панельные излучающие системы. В этом случае излучение имеет намного большую длину волны, чем излучение традиционных источников. Излучение такой излучающей системы не нагревает непосредственно микросборку, а поглощается технологической средой, которая в свою очередь передает тепло микросборке за счет конвекции. Этот способ пайки устраняет ряд недостатков, присущих традиционной пайке с ИК-нагревом, таких, как неравномерный прогрев отдельных частей микросборки и невозможность пайки компонентов в корпусах, непрозрачных для ИК-излучения. Панельные излучатели имеют ограниченный срок службы и обеспечивают намного меньшую скорость нагрева, чем традиционные источники ИК-излучения. Однако при их использовании может не потребоваться технологическая среда из инертного газа.
Технологические установки пайки ИК излучением
В зависимости от соотношения температур источника излучения и нагреваемого объекта процессы нагрева можно разделить на термодинамические равновесные и неравновесные. При равновесном нагреве температура нагревателя и объекта близки друг к другу (например, нагрев в парах кипящей жидкости), при неравновесном - значительно отличаются. На практике желательно иметь равновесный режим нагрева, позволяющий устранить неравномерность нагрева и другие отрицательные факторы.
Первые установки ИК оплавления использовали для нагрева ламповые ИК излучатели с температурой 700-800° С. Поскольку температура пайки составляет 210-215° С, то режим нагрева значительно отличался от равновесного, при этом возникали перегретые участки, обусловленные, в частности, различной степенью черноты поверхностей. Улучшение характеристик установок было получено переходом на излучатели, работающие в средневолновом ИК диапазоне (3-10 мкм). Конструктивно такие излучатели представляют собой керамические панели больших размеров со значительным количеством воздушных камер, работающих при температуре 280-320° С. В таких устройствах до 60 % тепловой энергии доставляется к объекту за счет естественной конвекции, 40 % - при помощи средневолнового ИК излучения. Такие комбинированные установки производят нагрев объекта в режиме, близком к равновесному, и в настоящее время широко используются при монтаже ТМП ФУ, смотрите рисунок.
Конструкция типичной установки ИК оплавления приведена на рисунке. Установка состоит из корпуса 1, внутри которого расположено несколько зон нагрева, в каждой из которых поддерживается заданный тепловой режим. В первой и второй зонах производят постепенный предварительный нагрев изделия 2 с помощью плоских нагревателей 3. Пайку производят в третьей зоне быстрым нагревом объекта выше температуры плавления припоя с помощью кварцевых ИК ламп 4, затем объект охлаждают с помощью устройства 5.
Печатные платы транспортируются через установку на ленточном (обычно сетка из нержавеющей стали) конвейере 6 Режимы работы нагревателя и скорость конвейера регулируются с помощью микропроцессорной системы 7, температурный профиль вдоль установки отображается в графической и цифровой форме на экране дисплея 8. Характеристики температурного профиля, т. е. значения температур в каждой зоне , возможно изменять в широких пределах, также возможно иметь библиотеку типовых режимов оплавления для печатных плат различных типоразмеров.
Пайка расплавлением дозированного припоя в парогазовой фазе (ПГФ)
Пайка расплавлением дозированного припоя применима только к микросборкам с поверхностным монтажом. Она значительно отличается от ранее описанных методов. Процесс начинается с нанесения способом трафаретной печати припойной пасты на контактные площадки коммутационной платы. Затем на поверхность платы устанавливаются компоненты. В ряде случаев припойную пасту просушивают после нанесения, с целью удаления из ее состава летучих ингредиентов или предотвращения смещения компонентов непосредственно перед пайкой. После этого плата разогревается до температуры расплавления. В результате образуется паяное соединение между контактной площадкой платы и выводом компонента. Такая техника пайки применима к коммутационным платам без монтируемых в отверстия компонентов, т. е. с набором только поверхностно монтируемых компонентов любых типов.
Метод пайки в парогазовой фазе является разновидностью пайки расплавлением дозированного припоя, в ходе которой пары специальной жидкости конденсируются на коммутационной плате, отдавая скрытую теплоту парообразования открытым участкам микросборки. При этом припойная паста расплавляется и образует галтель между выводом компонента и контактной площадкой платы. Когда температура платы достигает температуры жидкости, процесс конденсации прекращается, тем самым заканчивается и нагрев пасты. Повышение температуры платы, от ее начальной температуры (например, окружающей среды перед пайкой) до температуры расплавления припоя, осуществляется очень быстро и не поддается регулированию. Поэтому необходим предварительный подогрев платы с компонентами для уменьшения термических напряжении в компонентах и местах их контактов с платой. Температура расплавления припоя также не регулируется и равна температуре кипения используемой при пайке жидкости. Такой жидкостью является инертный фоторуглерод, например PC -70 производства фирмы ЗМ.
Пайка расплавлением дозированного припоя
Конструкция обеспечивает возможность включения установки в состав технологической линии.
При использовании установки для пайки в ПГФ таких компонентов, как чип-конденсаторы и чип-резисторы, может возникнуть проблема, известная как "эффект опрокидывания компонента". Причина опрокидывания компонентов до конца не изучена, и универсальных средств для избежания этого в настоящее время не существует. Необходимо варьировать параметры процесса пайки до тех пор, пока не прекратится опрокидывание компонентов.
Лазерная пайка
Лазерная пайка (пайка лучом лазера) не относится к групповым методом пайки, поскольку монтаж ведется по каждому отдельному выводу либо по ряду выводов. Однако бесконтактность приложения тепловой энергии позволяет повысить скорость монтажа до 10 соединений в секунду и приблизиться по производительности к пайке в паровой фазе и ИК излучением
По сравнению с другими методами лазерная пайка обладает рядом следующих преимуществ. Во время пайки печатная плата и корпуса элементов практически не нагреваются, что позволяет монтировать элементы, чувствительные к тепловым воздействиям. В связи с низкой температурой пайки и ограниченной областью приложения тепла резко снижаются температурные механические напряжения между выводом и корпусом. Выбор материала основания не является критическим. Кратковременные действия тепла - 20...30 мс, резко снижаются толщина слоя интерметаллидов, припой имеет мелкозернистую структуру, что положительно сказывается на надежности ПС. Установки лазерной пайки могут быть полностью автоматизированы, при этом возможно использовать данные САПР для печатных плат.
Возможна пайка плат с высокой плотностью компоновки элементов, с размерами контактных площадок до 25 мкм, без образования перемычек на соседние соединения или их повреждения. При использовании хорошо просушенной паяльной пасты выполненные с помощью лазерной пайки ПС не образуют шариков припоя или перемычек, в результате чего отпадает необходимость применять паяльные маски. При использовании лазерной пайки нет необходимости в предварительном подогреве многослойной печатной платы, что обычно необходимо делать при пайке в паровой фазе для предотвращения расслоения платы. Не требуется также создавать какую-либо специальную газовую среду. Процесс пайки ведется в нормальной атмосфере без применения инертных газов.
Промывка.
После пайки на поверхности печатной платы остается некоторое количество флюса и продуктов его разложения, которые вызывают коррозию контактных соединений, ухудшают диэлектрические характеристики основания платы, затрудняют проведение контрольных операций, поэтому необходимо предусмотреть очистку смонтированных плат в специально подобранных моющих средах с последующей сушкой
Контроль.
Контрольные операции в процесс сборки назначаются в виде:
- Входного контроля,
- Промежуточного контроля,
- Окончательного контроля.
Обоснование наличия входного контроля проведено ранее; промежуточный контроль включают после проведения операций монтажа, т.к. именно после этой операции формируется выходной сигнал функционального узла, но и возможны дефекты пайки, в том числе, скрытые. Однако при контроле они могут быть выявлены и вовремя устранены.
Контрольные операции включают визуальный контроль монтажа и функциональный контроль выходных параметров блока.
Путем внешнего осмотра проверяют монтажные провода и кабели, и качество подготовки к монтажу ЭРЭ, отсутствие повреждений ЭРЭ и платы, качество пайки – отсутствие непропаев, пережогов, раковин, пор, посторонних включений и т.п.
Функциональный контроль проводят либо при помощи универсальной измерительной аппаратуры по монтажной схеме или с помощью системы автоматического контроля специальными диагностическими тестами.
Окончательный контроль проводится визуально путем осмотра изделия с целью выявления поверхностных дефектов и несоответствия изделия чертежу. Электрический контроль проводят в соответствии с программой контроля. Проверяется электрическая прочность и сопротивление изоляции, что позволяет не допустить выпуска негодных изделий или передать их на дальнейшую сборку
Сварка
Сварка процесс получения неразъемного соединения металлических изделий путем местного нагревания их до расплавления или пластичного (тестообразного) состояния без применения или с применением механического усилия.
3 класса сварки: термическая, термомеханическая и механическая.
1) Термическая осуществляется с использованием тепловой энергии (эл. дуга, газовое пламя, лучевые источники и др. )
2) Термомеханическая сварка соединением образуется за счет тепловой энергии и давления.
3) Механическая сварка происходит за счет механической энергии, сварка бывает ручная и автоматическая.
Основные виды сварки:
Контактная, электродуговая и диффузионная, лазерная, УЗ, термокомпрессионная, взрывом.
Преимущества сварки перед пайкой
1)Нет необходимости в присадочном материале.
2) Уменьшение расстояния между проводниками, т.е. нет опасности появления перемычек.
3)Малое переходное сопротивление.
4) Возможна большая тепловая перегрузка соединения.
5) За счет точной дозировки энергии в малом объеме нет перегрева ПП и ЭРЭ.
6) Высокая механическая прочность соединения, зависящая только от прочности контактируемых материалов.
7) Высокая вибропрочность.
8) Мала вероятность загрязняющей примеси.
9) Повышение производительности, снижение себестоимости.
Недостатки:
1) Требуется высокая точность в определении параметров и режимов сварки (особенно количества энергии)
2) Требуется точное позиционирование соединяемых материалов
3) Повышенные требования к допускам на геометрические размеры.
4) Нельзя одновременно контактировать с несколькими выводами.
5) Неремонтопригодна.
6) Плохая коррозийная стойкость.
Структура соединения состоит из:
- неизменной зоны основы;
- переходной зоны;
- зоны расплава.
Скорость охлаждения в основном определяется структурой зоны расплава.
Дефекты в зоне расплава:
- шарообразные раковины за счет выхода газов
- включения окислов при плохой предварительной обработке поверхностей.
Сварка шовная – сварка сдвоенным электродом. Электроды устанавливаются сверху под давлением параллельно друг другу
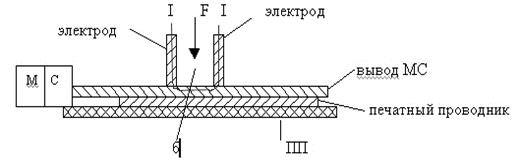
Чтобы так протекал через нижний слой (печ. проводник) электроды ставятся с зазором б=2..5 ширины выводов
За счет сил отталкивания между параллельно протекающими токами появляется поверхностный эффект и направляет ток по U образному пути. Однако часть тока идет через верхний металл, поэтому сваривают лишь тонкие выводы, иначе на нижнем металле не создать сварного ядра.
Применяется для контактирования планарных выводов МС и ЭРЭ. Материалы: Cu, Ag, Au, Al,Ni с 
Подготовка поверхности - предварительный отжиг для снятия внутренних напряжений и увеличения пластичности, обезжиривании хим. Растворами.
Электроды- вольфрам, молибден. б=0,02…0,25
Сварка одним или несколькими импульсами обеспечивает предварительный нагрев зоны сварки без термоудара и отжига материалов.
Усилия прижима 0,2…0.5 Н создает в момент tmax и снимается до окончания импульса тока. Сu плохо, поэтому ее покрывают электролитическим способом Ni или золотом.
Шовную сварку применяют для получения плотных швов внахлестку. Электроды в виде роликов, при их вращении свариваемые детали протягиваются между ними. Сварочные точки располагаются рядом, частично перекрывая друг друга.
Контактная (точечная или шовная с || зазором)
Осуществляется методом сопротивления, основывается на разогреве протекающим током от одного свариваемого изделия к другому через поверхность их соприкосновения. Количество тепла по закону Джоуля Ленца

Контактная точечная сварка тонких деталей.
Давление электродов влияет на количество выделяемой теплоты.
При малом давлении – R большое, металл ядра точки расплавляются. быстро. Достаточная зона пластичного металла образовываться не успевает, поэтому снижается прочность сварочной точки из-за выплеска металла. При давлении выше оптимального уменьшается количество Q в мсете сварки и диаметр сварной точки.
Оптимальную выдержку (tcв) выбирают так, чтобы центральная точка сварки нагревалась > tплав. При более низкой t сварка не произойдет.
Слишком длительный нагрев создаст большое ядро, которое выйдет за пределы действия электродов, прочность снизиться.
Подготовка поверхности.
Свариваемые детали должны плотно прилегать друг к другу, очищены от грязи, жира, оксидной пленки. Очистка механическая или химическая
Электро-дуговая сварка.
Металлы плавятся электрической дугой, создаваемой двумя проводниками: один-свариваемый металл другой угольный или металлический электрод.
Обеспечивается надежность соединения, высокая механическая прочность, сваривают плохо паяемые материалы.
Применение сварки вместо пайки повышает производительность туда, снижает себестоимость.
При сварке химически активных металлов и их сплавов используют электодуговую сварку в струе защитных газов (аргона, гелия и др.)
Диффузионная сварка (термомеханическая)
Используют для плохо свариваемых материалов (сталь+алюминий, вольфрам+сталью, сталь+ титан и др.)
Осуществляется при повышенной температуре и давлении.
Сварка происходит в вакуумной охлаждаемой камере. Разогрев с помощью токов высокой частоты до температуры сварки.
Глубой вакуум+нагрев+давление обеспечивают процессы взаимной диффузии.
Термокомпрессионная сварка.
Происходит при невысоком давлении + нагрев.
Достоинства: простота инструмента, режима сварки и контроля.
Недостатки: сваривают только пластичные материалы, требуется тщательная подготовка поверхности, низкая производительность, не сваривает алюминий.
Даление регулируют от 0,5…1,8 Н. t = 250…400 C, tc=5…30 c.
Применяют защитную среду (аргон, азот и др.) пуансон из вольфрама, молибдена, керамики, окиси бериллия (не обладает адгезией к свариваемым металлам ).
Форма разная в зависимости от вида соединения при P+ t разрушается оксидная пленка, контакт + развитие диффузии.
Сварка с косвенным импульсным нагревом.
Отличается от термокомпрессионной сваркой инструментом, который импульсно нагревается только в момент сварки в нижней части, контактирующей с элементом. В момент соприкосновения проводник нагревается до более высокой температуры, расплавляется и под небольшим давлением образуется соединение.
P=0,5…5H/. t =400…490, f=0,5..1,5 кГц.
Этот вид сварки более прогрессивный, можно приваривать проводники из малопластичных материалов к тонким пленкам на керамической подложке.
Если наложить УЗ колебания можно снизить давление в 1,5…2 раза и увеличить прочность соединения.
Ультразвуковая сварка- механическая сварка без тепла.
Выполняется за счет возбуждения в свариваемых деталях упругих колебаний УЗ частоты при одновременном создании небольшого давления, при этом разрушаются оксидные пленки и сглаживаются неровности, т.е. чистая поверхность улучшает качество соединения.
Генератор УЗК P=100 Вт с f=20…60 кГц при амплитуде колебания х=0,5…10 мкм.
Температура нагрева в зоне контакта 30…50 % температуры плавления. Можно применять для соединения чувствительных к нагреву материалов.
Прочность определяется амплитудными колебаниями и давлением, при малых х- замедление процесса соединения, при чрезмерных х- увеличение нагрева, разрушаютяс частично узлы схватывания.
Снижение давления замедляет пластичную деформацию.
Завышение давления- увеличивает трение и снижает амплитуду колебания инструмента.
Оптимально 0,5…20 Н/мм
Время сварки подбирают экспериментальным путем, форма и размер инструмента имеют важное значение для получения прочного соединения.
Форма распространенная – стержень с конической частью, часто на торце делают поперечные и продольные канавки для улучшения передачи УЗК.
Материалы твердые сплавы на основе карбида вольфрама допускают до 50.000 сварок.
Достоинства:
отсутствие нагрева,
небольшое усилие,
можно сваривать химически активные металлы,
можно сваривать тонкие детали,
малое время сварки.
Недостатки: сложно поддерживать режимы в зоне сварки, высокие требования к поверхности.
Сварка взрывом при групповых методах.
Наносят взрывчатое вещество (ВВ) на выводы методом сеткографии через металл или шелковые сетки. Паста с ВВ обладает хорошей адгезией и текучестью. В ВВ имеются очень маленькие заряды, чувствительные к температуре или лучистому излучению.
При взрыве происходит расплав соединения металлов. ВВ -азид свинца Pb (N ) T=300 C, серебра AgN Т=350 C и т.д.
Достоинства:
1) Можно сваривать трудно соединяемые материалы
2) Прочность соединения не ниже прочности материалов (т.к. сварка при t<tплав)
3) Простота оборудования
4) Исключает воздействие на окружающие участки (на околошовную зону)
Недостатки:
1) Осторожность с обращением с ВВ
2) Специфические требования к помещению, оборудованию, материалам \
3) Точность дозирования ВВ.
4) Специальная подготовка обслуживающего персонала.
Сварка электрическим лучом (возможно и пайка).
Сжатый поток ускоренных электронов падает на поверхность изделия
Кинетическая энергия торможения превращается в тепло.
Достоинства:
1) возможность автоматизации
2) Чистота соединения (т.к. вакуум)
3) Малый объем сварной зоны обеспечивает быстрое охлаждение, т.е. очень тонкую сварную структуру
4) Не влияет на околошовную зону
5) КПД 70%-90%.
Недостатки:
1) Высокая стоимость оборудования (требуется вакуум)
2) Требуется точность позиционирования, иначе термическое разрушение околошовной зоны.
Лазерная сварка.
Энергия светового луча преобразуется в тепловую при падении на поверхность изделия
Достоинства:
1) не требует вакуума
2) высокая точность при малых размерах до 10 мкм.(микросварка)
3) Малое время
Недостатки:
1) Сложность охлаждения лазера
2) Сложность позиционирования
3) Возможность прожигания (сверления)
4) Требования к чистоте поверхности
5) Незначительная глубина 5…50 нм.
Для улучшения качества сварки применяют комбинированные методы.
При конструкционной сварке (получение металлоконструкций, каркасов, рам, стоек, оснований) применяют контактную электродуговую, холодную, диффузионную и газовую сварку.
Газовая сварка применяется для сварных соединений из тонколистовой стали, деталей из легких сплавов.
В качестве горючей смеси используют ацетилен или природный газ и кислород.
Склеивание.
Применяют для неразъемного соединения деталей из различных материалов металлы, не металлы в любых сочетаниях.
В основе процесса склеивания лежит явление адгезии, т.е. способность некоторых веществ прилипать к поверхности других материалов.
Адсорбционная теория (теория молекулярных сил) объясняет адгезию и когезию (сцепление между молекулами самого клея) главным образом взаимодействием сил притяжение между незаряженными молекулами склеиваемых тел (силы Ван-дер-Ваальса)
Достоинства:
При склеивании обеспечивается гладкая поверхность изделия и герметичность соединения. По сравнению с заклепочным соединением – дешевле, не надо сверлить отверстие, изготавливать заклепки. Обеспечивать равномерность распределения напряжений, что повышает прочность материала для тонких листов.
При соединении разных металлов отсутствует контактная коррозия из-за изоляционных свойств клея. Пленка клея препятствует передаче колебаний (демпфер)
Недостатки:
Сравнительно низкая прочность, незначительная тепловая стойкость, длительность тех. Процесса (длительность выдержки при отверждении), поэтому нельзя использовать в поточном производстве.
Не выдерживает длительных нагрузок из-за свойств текучести.
Клей делают жидким, пастообразным, твердым (порошки, гранулы, пленки), нанесенным на подложку (клеящие ленты, ткани). Могут быть холодного и горячего отверждения.
Обычно клей – это композиционные материалы, в состав которых входит связующие вещества, растворители, наполнители, пластификаторы, катализаторы.
Растворители определяют вязкость клея. Наполнители – металлические порошки, волокнистые материалы и др.В зависимости от назначения делят на конструкционные (на основе термореактивной смолы) для получения прочных соединений (БФ-4, ВК-3, ЭКС-4, ВК-9, К-400). Не конструкционные (на основе термопласта) для ненагруженных соединений (АК-20, 88-МП(каучук) и токопроводящие (для создания электрических контактов) (контактолы) наиболее перспективные эпоксидные клеи, отверждающиеся без выделения побочных продуктов. Прочность их не зависит от толщины слоя. Выдерживают кратковременно до 400 С.
В токопроводящих клеях – связующая основа - эпоксидная смола и др., а проводимость достигается применением наполнителя (мелкозернистые (1-2 мкм) порошки золота, серебра, меди, алюминий, графит и др.). Скорость загустения зависит от состава и количества растворителя. Приготовленный клей хранят при t<0 С и в парах растворителя. Наносят шприцом для улучшения дозировки. Если капля большая, то может не затвердеть внутри. Применяют для монтажа соединений, когда другие методы неэффективны, при ремонте и низкой термостойкости компонентов часто приклеивают МС и микросборки. Клеи с серебренным и золотым наполнителем обладют наибольшей электропроводимостью.
Недостатки: Высокая стоимость и дефицит, низкая прочность клеевого шва.
Свойства электропроводимости зависят не только от типа носителя, но и его концентрации. Но увеличение концентрации приводит к ухудшению механических свойств. Требуется создать структуру с достаточной подвижностью носителя заряда. Для улучшения электрических свойств применяют ориентацию молекул по действию магнитного поля. Так для никеля электропроводимость можно увеличить в 5…10 раз.
Прочность соединения определяется силой адгезии и когезии.
Процесс склеивания состоит из
1) Подготовки поверхности
2) Нанесения клея
3) Его подсушивания (открытая выдержка)
4) Отверждения клеевого соединения.
Подготовка поверхности:
Чтобы соединение было хорошо смочено клеем, нужна чистая и хорошо смачиваемая поверхность.Т.к. размеры поверхности малы, то применяют только химические методы (обезжиривание, травление, промывка) Признак хорошей поверхности – сохранение на ней сплошной пленки воды в течении 1-2 минут.
Наилучшая прочность при шероховатости поверхности Rа 10…2,5 мкм. Нанесение к
Дата добавления: 2016-11-26; просмотров: 16726;
Поиск по сайту
Узнать еще
- II. БОЕВЫЕ КАЧЕСТВА
- II. Качественный контроль (социологический анализ).
- II. СРАВНИТЕЛЬНАЯ ОЦЕНКА КАЧЕСТВА ИЗГОТОВЛЕНИЯ ПАЯННЫХ И ЦЕЛЬНОЛИТЫХ ЗУБНЫХ ПРОТЕЗОВ
- R - полная аэродинамическая сила; Y - подъемная сила; X- сила лобового сопротивления; a- угол атаки;q- угол качества
- XXIV. КОНТРОЛЬ РУДНИЧНОЙ АТМОСФЕРЫ
- Автоматическая защита и контроль работы холодильных установок.
- Автоматические контрольные устройства
- Автоматический контроль формы деталей.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
