Разработка технологических операций
Цель этапа разработки операционного ТП – полная детализация выполнения операций. Этот этап включает:
-Определение структуры операции, последовательности переходов и работы инструментов;
-Выполнение операций с изображением состояния объекта, схемы базирования или установки деталей, инструментов, направлений главных перемещений, геометрических размеров, достигнутых на данной операции. Эскиз сопровождается таблицей, содержащей переходы, условия и режимы их выполнения, основное t0 время, действительную и допустимую погрешность базирования;
-Расчет режимов и условия сборки и монтажа, времени Tшт с четом технологических возможностей предварительно выбранного оборудования. Уточнение времени фактической загрузки оборудования;
-Расчет точности операции, условий собираемости сопрягаемых деталей, действительных погрешностей. Определение точностных требований к сборочно-монтажным приспособлениям;
-Нормирование операций, выбор разряда рабочего, расчет технологической себестоимости операции, технико-экономическое обоснование вариантов операции;
-Обоснование выбора технологической оснастки или разработка технического задания на ее проектирование.
Рассмотри более подробно этапы разработки монтажной операции пайки ИМС с планарными выводами (рис. 2.7.). Для упрощения эскиза на плате изображены 9 ИМС с рядовой установкой. В соответствии с маршрутным ТП пайка осуществляется на полуавтомате непрерывной пайки ПНП-5.
Структура операций параллельно-последовательная. Пайка выполняется параллельно двумя наконечниками (жалами) одновременно двух противолежащих выводов и последовательно остальных выводов микросхемы, а также ИМС, установленных в одном ряду. Необходимы три прохода (3 ряда ИМС) с возвратом паяльной головки каждый раз в исходное положение (условие непрерывной пайки) и перемещением к координате следующего ряда.
Два наконечника паяльной головки показанных в рабочем положении. Они прижаты к выводам усилием P и перемещаются с технологической скоростью V вдоль ряда ИМС, т.е. поперек планарных выводов. Указаны размеры корпусов, выводов ИМС и контактных площадок для настройки паяльной головки, а также шаг размещения ИМС на плате и расстояния между рядами для расчета режимов и времени пайки.
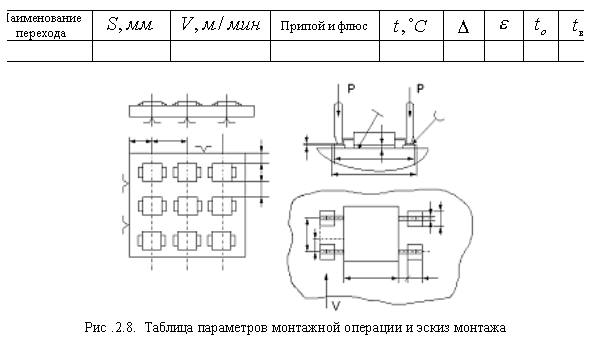
В таблице на рис. 2.8. указывается количество проходов, рабочий путь перемещения головки и скорость V, припой и температура пайки, допустимая


При расчете рабочего пути паяльной головки необходимо занять шаг установки и длину корпуса ИМС. Если шаг велик или в ряду отсутствует ИМС,
то целесообразно на нерабочих участках перемещать головку ускоренно для увеличения производительности. Технологическая скорость V выбирается из условия ограничения времени контакта жала с выводом (не более 2-3с), обеспечения качества пайки (скелетная форма соединения, растекание припоя вдоль вывода, отсутствие перемычек). Скорость V должна быть в диапазоне рабочих скоростей головки, обеспечиваемых полуавтоматом. Зная пути рабочих и холостых ходов головки, легко определить основное t0 и вспомогательное tв время пайки. Время установки (снятия) платы определяется экспериментально или задается по нормативам на соответствующие виды монтажных работ. Таким образом, можно рассчитывать время операции пайки ИМС tоп = t0+tв.
При нормировании операции пайки ИМС следует взять за основу основное tв и вспомогательное время tв, определить время технологического обслуживания tобсп полуавтомата, подготовительно-заключительное время Tпз на его наладку и принять решение о назначении разряда рабочего. Эти данные можно найти в нормативной литературе.
Для технико-экономического обоснования рассматриваемой операции можно путем расчета технологической себестоимости пайки ИМС


возможен другой вариант – пайка на установке ППМ-5: параллельная пайка двумя гребенчатыми наконечниками всех выводов одной ИМС; перемещение паяльной головки к следующей ИМС вручную по шаблону.
В качестве технологической оснастки для операции пайки ИМС в рассмотренном примере необходимо приспособление для установки и закрепления платы на столе полуавтомата. Исходными данными для его проектирования являются схема базирования (см. рис. 2.8.); допустимая погрешность, определенная при точностном расчете операции; время на операцию tоп. Кроме перечисленных данных в ТЗ приводится схема установки платы в приспособлении. Она позволяет выбрать конструкцию установочных элементов (опор) приспособления, их расположение и точки приложения усилий закрепления платы. Вспомогательное время tв регламентирует быстросменность плат в приспособлении и тип привода закрепления (ручной, пневматический, электромагнитный, механический).
Выходной контроль.
Наличие и отсутствие выходного контроля связано с требованиями к точности выходных параметров, серийности производства. Чаще всего необходимость выходного контроля по экономическим показателям (рис. 2.9.).

Здесь:
I – 100% входной контроль,
II – отсутствие входного контроля,
III – выборочный контроль.
1, 2, 3 – критические точки,
N1,N2,N3 - количество выпускаемых приборов, соответствующее критическим точкам,
Ст1, Ст2 - технологическая себестоимость, соответствующая критическим точкам,
Ст3 - начальная технологическая себестоимость при выборочном контроле.
Если Ni - действительное количество выпускаемых приборов, то при


Численные значения анализируемых величин берут из расчетов экономического раздела; если в задании экономического раздела не предусмотрен этот расчет, достаточно теоретического обоснования.
Дата добавления: 2016-11-26; просмотров: 3461;
Поиск по сайту
Узнать еще
- XIII. РАЗРАБОТКА ПЛАСТОВ, ОПАСНЫХ ПО ВНЕЗАПНЫМ ВЫБРОСАМ УГЛЯ (ПОРОДЫ) И ГАЗА, И ПЛАСТОВ, СКЛОННЫХ К ГОРНЫМ УДАРАМ
- Автоматизация поисковых операций
- Алгоритм программы расчета технико-технологических параметров процесса цементирования на ПЭВМ
- Анализ вариабельности технологических систем(ТС).
- Б. Разработка траншеи и ремонтного котлована
- Безопасность технологических процессов.
- Бизнес-процесс – совокупность технологических и организационно-деловых процессов, выполняемая целенаправленно в рамках заранее заданной организационной структуры.
- БИОТЕХНОЛОГИЧЕСКИХ СИСТЕМ. НАПРАВЛЕНИЯ РАЗВИТИЯ БИОТЕХНОЛОГИИ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
