Комплектация устанавливаемых на ПП элементов.
Этот этап трудоемок, так как большая номенклатура и разнообразие тары, в которой поставляются ЭРЭ и ИМ.
Количество различных элементов по номиналам и типоразмерам определяется на основе спецификации, исходя из объема выпуска изделия в течение определенного периода. Закупаемые МС и ЭРЭ складируют на центральном заводском складе, откуда по заявкам их доставляют на цеховой склад или участок комплектации и далее на рабочие места. Комплект элементов на рабочем месте должен обеспечивать односменную или двухсменную работу монтажников. В зависимости от степени развитости производства и объема выпуска предприятие может иметь автоматизированные склады, оснащенные программируемыми устройствами по размещению на стеллажах элементов, их поиску и комплектованию для различных сборочных цехов. Современный сборочно-монтажный цех оборудован, как правило, программируемым магазином складом, в состав которого входит накопитель 1 элеваторного типа (рис. 2.10.), в котором компоненты 2 по программе и в необходимом количестве размещаются в ячейках. Количество ячеек на одной полке 3 может достигать десяти. Полки закрепляются в виде люльки на цепном конвейере 4. управление загрузкой и выгрузкой накопителя необходимыми компонентами осуществляется по программе от устройства управления 5. Если сборочный цех получил задание на сборку различных печатных узлов, то склад-накопитель, имеющий до 1000 ячеек, комплектуется по программе различными элементами, необходимыми для выпуска этих печатных узлов. Каждая ячейка имеет свой номер (код) и в нее загружается определенный элемент в необходимом для выпуска печатных узлов (модулей) количестве.
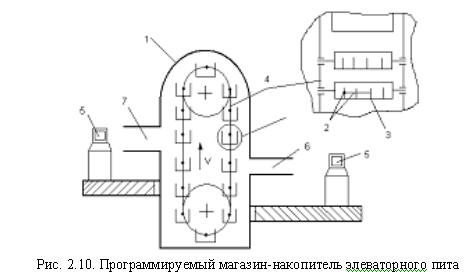
При поступлении на сборку конкретного печатного узла на устройстве управления набирается код платы, который в данный момент будет монтироваться и для которой по программе будет проведена комплектация необходимых элементов. Накопитель имеет окно 6 для загрузки элементов и окно 7 для выгрузки при комплектации. Окна при необходимости располагают на разных уровнях (этажах) предприятия. Иногда для загрузки и выгрузки элементов используют одно окно.
При выгрузке полка останавливается перед окном 7 и над ячейкой (ячейками), из которой следует забрать элемент (элементы), загорается сигнальная лампа. Конвейер, последовательно перемещаясь и останавливаясь по программе, дает возможность упорядоченно подобрать комплект элементов на собираемую плату. Размещение и оформление комплекта в зависимости от типа производства осуществляется по-разному.
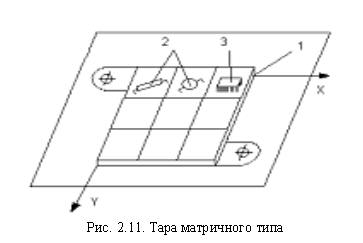
Комплект элементов 3, размещаемых в ячейках 2 в тары матричного типа 1, представлен на рис. 2.11. Такая тара обеспечивает удобство нахождения конкретного элемента при установке его на плату, как рабочим-монтажником, так и манипулятором при автоматизированной сборке. Для манипулятора тару устанавливают на программируемый стол, который перемещает ее по двум координатам и подводит под захват манипулятора определенную ячейку с элементом. При этом элементы должны быть определенным образом сориентированы в ячейке тары.
Комплект элементов можно размещать в устройстве, напоминающем магазин-накопитель, но меньшего объема. Такой накопитель предназначен для автоматизированных сборочных монтажных устройств и программно с ними совместим.
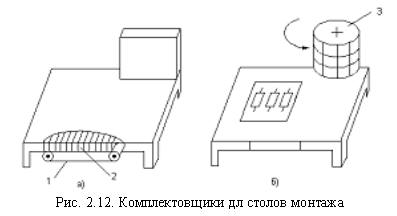
Для рабочих мест монтажников применяют различные варианты комплектовщиков (рис. 2.12.): в виде различных конвейеров 1 с ячейками 2 для размещения элементов (рис. 2.12., а) или многоярусных устройств карусельного типа 3 (рис. 1.12., б).
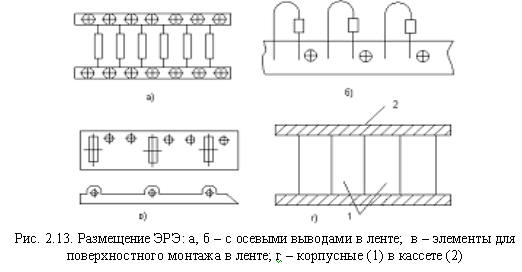
Для сборочных автоматов комплектации элементов осуществляется установкой их в ленту или кассеты с определенным шагом. На рис. 2.13. приведено несколько вариантов такого размещения элементов.
В таком упорядоченном виде элементы в лентах наматываются на бобины и хранятся в таком виде или поставляются заказчику. Возможен вариант размещения элементов в ленты в порядке их установки на ПП. В этом случае необходимо иметь столько лент (кассет), сколько типоразмеров элементов будет установлено на ПП. Размещение МС и ЭРЭ в ленты и кассеты упрощает хранение, транспортировку и заправку их в сборочные и заготовительные установки.
Для штучных ЭРЭ применяют загрузочные вибробункеры, обеспечивающие подачу элементов к сборочным автоматам или к устройствам предварительной подготовки их к монтажу. В чашку вибробункера ЭРЭ засыпают в произвольном виде. В результате виброкрутильных колебаний чаши с определенной частотой и амплитудой ЭРЭ движутся по винтовой дорожке в упорядоченном виде и поступают в подающий лоток механизма формовки и обрезки выводов или размещаются в ленту, кассету. Вибробункеры широко используют для ориентированной поштучной подачи дискретных элементов в станки-автоматы и автоматические линии.
Дата добавления: 2016-11-26; просмотров: 2470;
Поиск по сайту
Узнать еще
- Аппаратура, используемая для подсчета форменных элементов.
- Атомная масса (атомный вес) природного элемента. Изотопный состав элементов. Дефект массы.
- Бесконтактные контакторы и пускатели на базе тиристорных элементов.
- Биогенная характеристика органогенов и макроэлементов.
- Вероятностные показатели надежности невосстанавливаемых элементов.
- Весьма элегантный белый цвет достигается при легировании золота палладием и рядом других элементов.
- Главная подгруппа III группы: общая характеристика элементов. Бор и его соединения: получение, физические и химические свойства, применение в медицине.
- Два сочетания отличаются только составом элементов.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
