Метод металлизации сквозных отверстий.
Заготовки из фольгированного диэлектрика отрезают с припуском 30мм на сторону (рис. 12.22, а). После снятия заусенцев по периметру заготовок и в отверстиях поверхность фольги зачищают на крацевальном станке и обезжиривают механически (смесью венской извести и наждачного порошка) или химически (путем обработки в соляной кислоте и хромовом ангидриде).
Рисунок схемы внутренних слоев (рис. 12.22, б) выполняют химическим методом. При этом противоположная сторона платы не должна иметь механических повреждений и подтравливания фольги. Базовые отверстия получают пробивкой, ориентируясь на метки совмещения, расположенные на технологическом поле. Полученные заготовки собирают в пакет, перекладывая их склеивающими прокладкам из стеклоткани, содержащими до 50% термореактивной эпоксидной смолы.
Совмещение отдельных слоев производят по базовым отверстиям.

Рис. 12.21. Схема типового технологического процесса изготовления МПП методом металлизации сквозных отверстий (субтрактивный)
Основные этапы ТП изготовления МПП методом металлизации сквозных отверстий №7
| № | Основные этапы | Возможные способы получения | Эскизы этапа |
| Входной контроль фольгированного диэлектрика | |||
| Получение заготовок слоев |
| ||
| Получение базовых и технологических отверстий |
| ||
| Получение переходных отверстий |
| ||
| Подготовка поверхности слоев |
| ||
| Получение защитного рельефа |
| ||
| Травление меди с пробельных мест | |||
| Удаление защитного рельефа | |||
| Подготовка поверхности слоев перед прессованием |
| ||
| Сушка |
| ||
| Прессование слоев |
| 
| |
| Сверление и подготовка сквозных отверстий |
| 
| |
| Предварительная подготовка поверхности перед химической металлизацией |
| ||
| Электролитическая металлизация |
| 
| |
| Удаление защитного рельефа | 
| ||
| Травление меди с пробельных мест |
| 
| |
| Нанесение защитной паяльной маски | СГ | 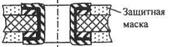
| |
| Лужение | 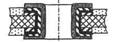
| ||
| Отмывка флюса | |||
| Получение крепежных отверстий и обработка по контуру |
| ||
| Промывка | Ультразвуковой метод | ||
| Контроль электрических параметров |
Прессование пакета (рис. 12.22, в) осуществляется горячим способом. Приспособление с пакетом слоев устанавливают на плиты пресса, подогретые до 120...130°С. первый цикл прессования осуществляют при давлении 0,5Мпа и выдержке 15...20мин. Затем температуру повышают до 150...160°С, а давление - до 4...6Мпа. При этом давлении платы выдерживается 10 мин на каждый миллиметр толщины платы. Охлаждение ведется без снижения давления.
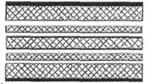

а) получение заготовок б) получение рисунка в) прессование
ФД и стеклоткани внутренних слоев
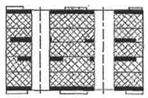
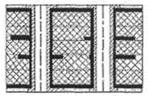
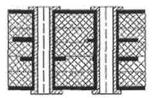
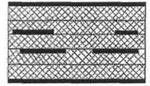
г) сверление, предварительная д) окончательная металлизация е) травление с
металлизация, получение рисунка отверстий, нанесение пробельных мест
нарощенных слов защитного покрытия
Рис. 12.22. Основные этапы получении проводников МПП
Важным моментом в процессе прессования является приложение максимального давления именно в тот момент, когда смола переходит в состояние геля. Если приложить давление, когда смола находится в жидком состоянии, значительное количество ее будет выдавлено и в готовой плате образуются пустоты. Если приложить давление после того, когда смола из состояния геля перейдет в твердое состояние, между слоями возникает плохая связь.
Для определения состояния геля ведут наблюдения за кромкой пакета. Через несколько минут на ней после предварительного сжатия появляется и начинает пузыриться смола. Момент, когда смола перестанет пузыриться (обычно через 1-2 мин), соответствует наступлению геля. В это время надо приложить полное давление. Воздух, находящийся между слоями, проходит через размягченную смолу и выходит наружу. Частично он задерживается у краев, образуя пустот, которые удаляются при обрезке краев платы. Во избежание коробления после обрезки краев рекомендуется плату зажать между двумя пластинами и поместить на 40 мин. в печь при температуре 125°С.
Сверление отверстий выполняют на станках с ЧПУ. Перед сверлением на обе стороны заготовки наносят защитный слой лака. В процессе механической обработки платы загрязняются. Для устранения загрязнения отверстия подвергаются гидроабразивному воздействию, что позволяет удалить заусенцы на фольге, образующиеся при сверлении, и очистить от эпоксидной смолы торцы контактных площадок внутренних слоев. При большом числе отверстий целесообразно применять ультразвуковую очистку, которая обеспечивает интенсивное перемешивание раствора за счет акустических течений и повышенную способность проникновения раствора в мельчайшие отверстия. После очистки и обезжиривания плату промывают в горячей и холодной проточной воде. Затем выполняются химическая и предварительная электролитическая металлизация отверстий и операции для получения рисунка наружных слоев (рис. 12.22, г).
При окончательной электролитической металлизации необходимо получить равномерное по толщине покрытие в отверстиях с толщиной слоя меди не менее 25мкм (рис. 12.22, д). Все наружные поверхности платы, не защищенные фоторезистом, и отверстия покрывают защитным сплавом «олово-свинец». И после этого фоторезистивную маску удаляют.
Схему проводников на наружных слоях получают травление (рис. 12.22, е). Для обеспечения равномерного травления поверхность фольги защищают смесью венской извести и наждачного порошка.
В следствие травления фольги в отверстиях многослойных плат остается большое количество шлака, которые удаляют путем очистки при воздействии ультразвуковых колебаний.
Механическая обработка по контуру, получение конструктивных отверстий пазов осуществляются на фрезерных, координатно-сверлильных и других станках. После окончательного контроля платы подвергают консервированию флюсом ФКСП (канифоль и спирт этиловый).
Дата добавления: 2016-11-26; просмотров: 2285;
Поиск по сайту
Узнать еще
- He рекомендуем использовать данный метод, если в дальнейшем будет необходимость прибегнуть к отгибу приборной панели.
- I. История открытия и методы исследования вирусов
- I. Расчёт методом контурных токов.
- I. Судовождение, основанное только на лоцманском методе.
- II. Категории и методы политологии.
- II. Общие методические принципы в канистерапии
- II. Расчёт методом суперпозиции.
- II. Судовождение с использованием лоцманского метода и графического счисления пути судна.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
