В СРЕДЕ АКТИВНЫХ ГАЗОВ
Дуговой сваркой в среде защитных газов называется сварка при которой дуга и расплавленный металл, а в некоторых случаях и остывающий шов, находятся в защитном газе, подаваемом в зону сварки с помощью специальных устройств. Форма подготовок кромок и сварных соединений регламентирована ГОСТ 14771-76.
Способ дуговой сварки в защитных газах предполагает следующие методы сварки и их обозначения:
ИН – в инертных газах неплавящимся электродом без присадочного металла;
ИНп – в инертных газах неплавящимся электродом с присадочным металлом;
Ип – в инертных газах и их смесях с плавящимся электродом;
УП – в активных газах и их смесях плавящимся электродом.
В качестве активных газов используют углекислый газ и его смеси с кислородом, а для инертных газов используют гелий, аргон и их смесь.
Сварка в среде защитных газов применяется для соединения различных материалов, таких как сталь, цветные металлы и другие.
Технологическими преимуществами являются относительная простота процесса сварки, находящихся в различных пространственных положениях. Возможность наблюдения за образованием шва. Небольшой объем шлаков, участвующих в процессе сварки в CO2, позволяет в ряде случаев получить швы высокого качества.
Недостатками являются: необходимость применения защитных мер против световой и тепловой радиации дуги, возможность нарушения газовой защиты при сдувании струи воздуха.
Сущность способа сварки в углекислом газе заключается в том, что электрическая дуга и расплавленный металл защищены от влияния кислорода и азота струей защитного газа. В зону сварки электродная проволока и углекислый газ поступают через сопло сварочной горелки. Сварка ведется на постоянном токе, обратной полярности, что обеспечивает быстрое расплавление электродной проволоки (рис. 27).
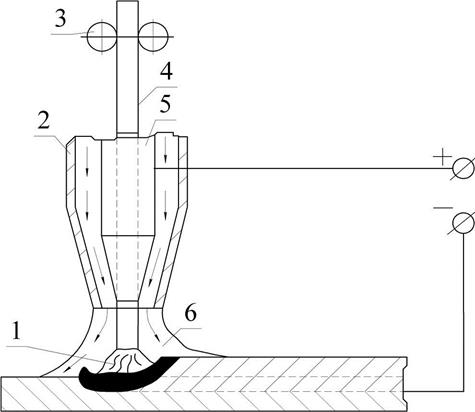
Рис. 37. Схема дуговой сварки в углекислом газе плавящимся электродом
1 – Электрическая дуга; 2 – газовое сопло; 3 – подающие ролики; 4 - электродная проволока; 5 – токоподводящий мундштук; 6 – защитный газ
Особенность сварки плавящимся электродом в CO2 является применении электродных проволок с повышенным содержанием элементов раскислителей (марганца, кремния и др.), компенсирующих их выгорание в зоне сварки. При отсутствии или недостаточном количестве раскислителей, есть вероятность образования трещин в сварном соединение.
Дата добавления: 2016-11-04; просмотров: 3594;
Поиск по сайту
Узнать еще
- I. Ориентация формы в среде.
- I.1.4 ИДЕАЛЬНЫЙ ГАЗ. ГАЗОВЫЕ ЗАКОНЫ. УРАВНЕНИЕ СОСТОЯНИЯ ИДЕАЛЬНОГО ГАЗА
- I.1.6 ОСНОВНОЕ УРАВНЕНИЕ КИНЕТИЧЕСКОЙ ТЕОРИИ ГАЗОВ. ЗАКОН РАВНОМЕРНОГО РАСПРЕДЕЛЕНИЯ ЭНЕРГИИ ПО СТЕПЕНЯМ СВОБОДЫ
- I.3.4 ВЗАИМНЫЕ ПРЕВРАЩЕНИЯ ЖИДКОСТЕЙ И ГАЗОВ
- I.6.3 ДВИЖЕНИЕ ЖИДКОСТЕЙ И ГАЗОВ. УРАВНЕНИЕ БЕРНУЛЛИ
- VII.2. Закономерности изменения свойств нефтей и газов на месторождениях
- АБСОРБЦИОННАЯ ОЧИСТКА ГАЗОВ ОТ ДИОКСИДА УГЛЕРОДА
- Автоматизация газового промысла

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
