Метод групповой взаимозаменяемости (селективная сборка)
Метод групповой взаимозаменяемости чаще применяется для получения посадок с малыми допусками из числа деталей, сопрягаемые элементы которых изготовлены по относительно большим допускам.
Для реализации такого метода назначают увеличенные допуски на размеры сопрягаемых элементов деталей, образующих размерную цепь. Затем изготавливают детали по этим допускам, все детали измеряют и распределяют на отдельные группы по действительным размерам.
На рис. 2. 17 показаны пять групп размеров, на которые разбит исходный допуск. В ряде производств, например в подшипниковой промышленности, таких групп бывает до 50.
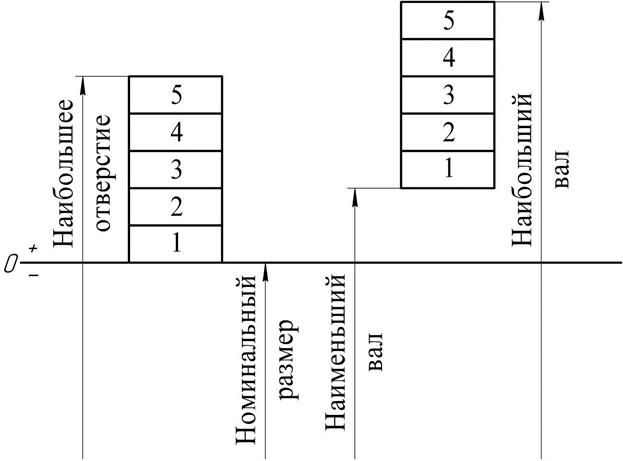
Рис. 2.17. Групповая взаимозаменяемость
Для образования посадок сопрягают между собой только детали определенной группы. Обратите внимание, что показанное на рис. 2.17 расположение исходных допусков на вал и отверстие соответствуют переходной посадке, а при сопряжении по группам получается посадка с натягом, но с меньшим допуском посадки, т.е. повышается точность сопряжения. Измерение и распределение деталей на размерные группы чаще всего осуществляются с помощью контрольных автоматов.
Метод групповой взаимозаменяемости применяют тогда, когда средняя точность размеров цепи получается очень высокой и экономически неприемлемой.
При селективной сборке (в посадках с зазором и натягом) наибольшие зазоры и натяги уменьшаются, а наименьшие увеличиваются, приближаясь с ростом числа групп сортировки к среднему значению зазора или натяга для данной посадки, что делает соединения более стабильными и долговечными. В переходных посадках наибольшие натяги и зазоры уменьшаются, приближаясь с ростом числа групп сортировки к тому зазору или натягу, который соответствует серединам полей допусков деталей.
Селективная сборка позволяет в n раз повысить точность сборки (точность соединения) без уменьшения допусков на изготовление деталей или обеспечить заданную точность сборки (точность соединения) при расширении допусков до экономически целесообразных величин.
Вместе с тем селективная сборка имеет недостатки: усложняется контроль (требуется большой штат контролеров, более точные измерительные средства, контрольно–сортировочные автоматы); растет трудоемкость процесса сборки (в результате создания сортировочных групп); возможно увеличение незавершенного производства вследствие разного числа деталей в парных группах.
Селективная сборка обеспечивает неполную, групповую взаимозаменяемость, ввиду чего этот метод используют обычно в условиях завода – изготовителя при обеспечении внутренней взаимозаменяемости.
Применение селективной сборки целесообразно в массовом и крупносерийном производстве для соединения высокой точности, когда дополнительные затраты на сортировку, маркировку, сборку и хранение деталей по группам окупаются высоким качеством изделий. При производстве подшипников качения и сборке ответственных резьбовых соединений с натягом селективная сборка является единственным экономически целесообразным методом обеспечения требуемой точности.
Для сокращения объемов незавершенного производства, образующегося при селективной сборке, строят эмпирические кривые распределения размеров соединяемых деталей.
Если законы распределения размеров валов и отверстий одинаковы и центры группирования располагаются симметрично (рис. 2.18), то это означает, что на сборку будет поступать равное количество деталей каждой размерной группы. А если центры группирования у вала и отверстия находятся в зонах разных размерных групп (рис. 2.19), то на сборку будет поступать разное количество валов и отверстий из одной размерной группы и создадутся условия для незавершенного производства, когда станет невозможным использовать все изготовленные детали.
Законы распределения размеров валов и отверстий:
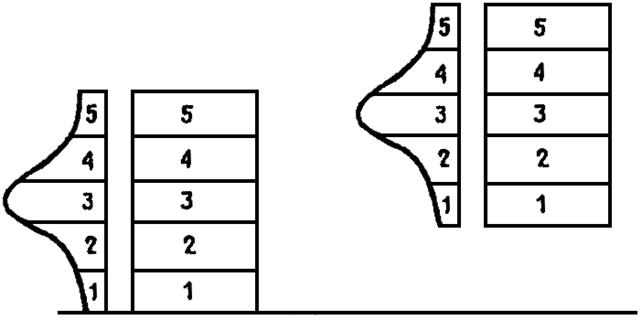
Рис. 2.18. Закон распределения размеров валов
Рис. 2.19. Закон распределения размеров отверстий
Дата добавления: 2016-10-18; просмотров: 5491;
Поиск по сайту
Узнать еще
- He рекомендуем использовать данный метод, если в дальнейшем будет необходимость прибегнуть к отгибу приборной панели.
- I. История открытия и методы исследования вирусов
- I. Расчёт методом контурных токов.
- I. Судовождение, основанное только на лоцманском методе.
- II. Категории и методы политологии.
- II. Общие методические принципы в канистерапии
- II. Расчёт методом суперпозиции.
- II. Судовождение с использованием лоцманского метода и графического счисления пути судна.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
