Оборудование для удаления с поверхности продукции влагв.
Влагу с поверхности плодоовощной продукции удаляют с помощьюус-
Тройства, схема которого приведена на рисунке 6.13.
\ оОо
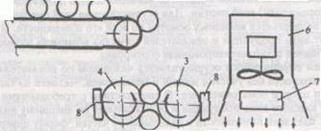
Рыс. 6.13. Схема устройства для удалениявлаги с продукции:
' — подающий транспортер: 2 — продукция; 3, 4 — барабаны для удале-
ния капельной влаги: 5 — выводной транспортер; 6 —• вентилятор: 7 —
^греаательнос устройство: 8 — устройство вывода влаги со щеток.
Устройство состоитиз подающеготранспортера 1, щеточных барабанов
3 и 4 для снятия капельной влаги, роликового выводного транспортера 5и
расположенных надним вентилятора 6 с нагревательным устройством 7.
Устройство 8 служит для отжатаявлаги из щеток.
Продукция 2 транспортером 1 подается в пространствомежду двумя
щеточными барабанами 3 и 4- Щеткибарабанов, сделанныеиз влагопогло
щающего материала, снимают с поверхности плода капельную влагу и при
дальнейшем вращении отдают ее устройству 8. Освобожденные от капель-
ной влаги плоды попадают на роликовый транспортер 5, который обдува-
ется воздухом вентилятором 6. Остатки влаги с поверхности плода испа-
ряются. Для более эффективного удаления влаги воздух может подогре-
ваться нагревателем ^.
Устройства сортирования продукции
Устройства сортирования плодоовощной продукции и корнеплодов
По качеству.
Сортирование по качеству — процесс разделения потока
Продукции на группы (сорта, категории) с близкими показате-
Лями качества.
Сортирование по качеству включаетв себя оценку внутреннего качест-
ва продукции (химический состав), качества поверхности иразмера.
Сортирование по химическому составу (по предельно-допустимым нор-
мам вредных веществ, болезням и вредителям внутри продукции) осуществ-
ляется путем объективной или органолептической оценки выборки продук-
ции с распространением результата на всю партию (приемочный контроль).
Для этих целей не существует механизмов и машин.
Сортирование по качеству поверхности выполняется по каждому плоду
(овощу, корнеплоду) всей партии. Для осуществления этой операции каж-
дый плод подвергается внешнему осмотру по всей его поверхности. В зави-
симости от вида продукции и показателей качества возможна ручная, ме-
ханизированная и автоматизированная сортировка.
Ручная сортировка осуществляется человеком по показателям ка-
чества поверхности без участия машин и механизмов. Человек из тары бе-
рет в руки плод и осматривает его. В соответствии с требованиями стан-
дарта для каждого вида продукции и ее назначения по внешнему виду оп-
ределяют: цвет всей поверхности и отдельных ее частей; форму поверхнос-
ти; наличие механических повреждений иих площадь; наличие болезней и
повреждений вредителями.
По результату осмотра человекделает вывод о товарномсорте (катего-
рии) качествакаждого плода. В соответствии сосделанным выводом он кла-
дет плод водин из ящиков (контейнеров), вкаждом из которых находятся
плоды только одного сорта. Производительностьна ручной сортировке на
три товарных сорта достигается 40, 70 кг/ч,
Механизированная сортировка осуществляется по показателям
качества поверхности с участием механизмов и машин. Последние осуществ-
ляют доставку продукции к человеку и ее отвод после сортировки. Осмотр
продукции и манипуляция плодов осуществляется человеком. Производи-
тельность человека при данной сортировке — до 300 кг/ч. Схема механи-
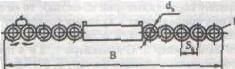
зированной сортировки приведена на рисунке 6-14-
Поток продукции 9 разного качества поступает на конвейер 1 и переме-
щаетсяим вдоль операторов-сортировщиков 1, которые осматривают каж-
дую единицу потока (плоды, корнеплоды, овощи). Если осматриваемая е
данный момент времени на конвейере 1 единица продукции 9 принадлежит
к лучшемутоварному сорту(категории качества), то ее оставляют на этом
конвейере. Если она принадлежит к худшему товарному сорту,то еерука-
ми перекладывают наконвейер 4, а еслиона относится к нестандартной
продукции - то на конвейер 3. С конвейера 1, 3 и 4 продукция перекла-
дывается операторами-упаковщиками 8 в тару5, 6 и 7 или подаетсяна даль-
нейшуюобработку, например, калибровку по размеру-

^ ^«
т.:^^6"0?
^ V • ^ -«••ТЛ^———~——• - ^ -——*
• « «О _ * ^ у^\ 1 П«Р
•.•л^юета
•/-\/-* /-^ "- ^ ^ у 'д' >е;п9*
°® О ОП•^Г) АI 1ай
р(?о® 0-0 0°^Р°0\ @^
Г"^————7'^—1—1———Г7ТГГГ—\
® ^||:| ^ав
^/•*———»-,
-^•••т-7
Рис. б. /4Схема механизированной сортировки продукции:
' ~ основной сортировочный конвейер; 2 — операторы сортировщики;
? — конвейер для нестандартной продукции; 4 — конвейер для продук-
ции более низкого товарного сорта; 5, 6, 7 —тара для продукции; 8 —
операторы-упаковщики: 9 —единица продукции.
Конструкция конвейеров длятранспортировки продукцииможет быть
наличной. Для простого перемещения используютсяленточные и вибра-
щонныеконвейеры (см. главу 2).
Для лучшего осмотра поверхности продукции последнюю целесообраз-
ювращать перед операторами-сортировщиками.Поэтому конвейер может
1ыть выполненвинтовым или роликовым.
Винтовые транспортеры представляют собой систему вращающих-
я валиков 1 на которых имеются навитые спирали 2 с шагом 5„ и днамет-
ом (^ (рис. 6.15). Валики в паре вращаются навстречу друг другу. Каж-
ая пара смежных валиков образует ручей, по которому продукция дви-
,ется в направлении У^ (картофель, томаты, яблоки и т. п.). Продукция
"ремещается вдоль валиков с одновременным вращением. Операторы 3
:матривают плоды и перекладывают их на соответствующие пары валв-
?в или другой конвейер.
За один оборот валика продукция проходит расстояние, равноешагу
ирали 5„.Число одновременно находящихся на паре валиков плодовравно
= Ь/Зц, где Ь — длина валика транспортера. Производительность про-
„рциональна ширине В транспортера:
Р-^-В/(8„- 2-8^, кг/с.
^
•л
^
О
б3
О
Рис. 6.15. Винтовой сортировочный конвейер:
1 — валик; 2 — навитые спирали; 3 — операторы-сортировщики.
Роликовые конвейеры (рис. 6.16), состоятиз параллельных рол»*
ков 1, укрепленных с возможностью вращения на бесконечной цепи 2. Прв
движении цепи от приводного устройства 3 ролики трутся о поверхность 5
и вращаются.
Оптимальная скоростьвращения плодапри осмотре а =0,5... 1 1/с.
Производительностьроликового конвейера зависит от скоростиперемеще-
ния роликов, его габаритов и размерно-массовых характеристик продукции
Р"к-пг(ВЛ^)-(У,//)-3,6,
где:Р — производительность роликового конвейера, кг/ч; т —средняя
масса плода,г; В — ширина конвейера, м; ; —расстояние междуролика-
ми, м; Ь = 0,7...0,9 —коэффициент заполнения конвейера продукцией.
Количество необходимых операторов для сортированиязависит от про-
изводительностилинии, производительностиоператоров и качества прото-
ка продукции:
К,-Р/(р-с),
где: К. — количество необходимых операторов-сортировщиков, чел.; р —
производительность одного сортировщика, кг/ч;с == 0,6..-1,0 — коэффи-
циент, учитывающий качество исходного потока.
Производительность оператора-сортировщика для роликовых конвейе-
ров, например для яблок, находится в пределах 300.-,600 кг/ч. В зависи-
мости от качества исходного потока производительность может изменять-
ся: для потока с низким качеством количество плодов, перекладываемых
на другие конвейеры сортировочного устройства, возрастает, а производи-
тельность падает. Снижение производительности учитывается коэффици-
ентом с.
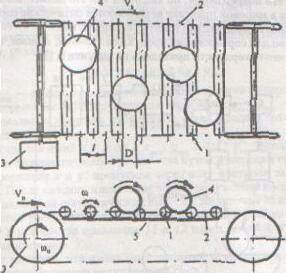
Рис. б. 16, Роликовый сортировочный конвейер:
1 — ролик; 2 — цепь; 3 — приводное устройство; 4 — плод; 5 — поверх-
ность трения.
Дата добавления: 2016-10-18; просмотров: 2357;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Обработка поверхности изделий.
- I. Подготовка поверхности.
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
