Общая характеристика ниточных швов
Ранее уже отмечалось, что шов – это место соединения двух или более слоев материалов одной или несколькими строчками.
Понятие шва включает в себя:
1) структуру шва;
2) число сложений материалов;
3) количество строчек;
4) конфигурацию и расположение строчек;
5) расположение срезов;
6) внешний вид шва;
7) ширину шва;
8) способ обработки срезов шва (обметывание, высечка зубцами, оплав-ление, проклеивание, ниточная обработка и т. д.).
В зависимости от назначения швы имеют определенные параметры. К технологическим параметрамотносятся: ширина шва, вид и количество строчек, расстояние между ними, частота стежков и плотность затягивания их в строчке, номера ниток и игл [1 - 15].
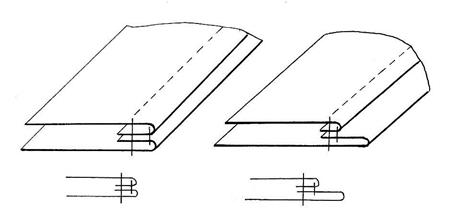
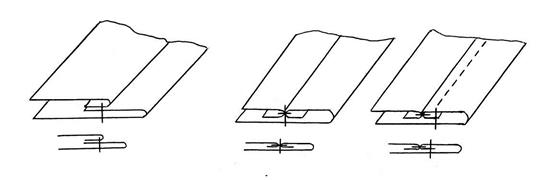
Ширина шва зависит от его конструкции. В одних швах она определяет-ся расстоянием от среза детали до скрепляющей строчки, равным припуску на шов (рис. 4.1, а); а в других — расстоянием от перегиба до строчки и от строч-ки до среза детали (рис. 4.1, б); в швах, срезы которых закрыты, она определя-ется расстоянием между двумя строчками и от строчки до перегиба детали (рис. 4.1, в), либо расстоянием от подогнутого края детали до края внутреннего подгиба, от строчки до внутреннего подгиба и шириной внутреннего подгиба (рис. 4.1, г).
Кроме соблюдения параметров швов необходимо придерживаться правил выполнения их на машине, определяющих порядок укладывания деталей под иглу и последовательность выполнении шва, знать, по какой детали следует прокладывать строчку, с какого конца начинать соединение и др.
Рис. 4.1. Параметры швов
Технические требования к выполнению швов даются в техническом описании на модель либо в другой заменяющей ее технической документации.
При изготовлении одежды применяют швы соединительные, краевые и отделочные.
Соединительные швы применяют для соединения деталей одежды. В соединительных швах детали лежат по обе стороны от шва (например, швы соединения боковых, плечевых и других срезов).
Краевые швы применяют для обработки края детали или среза. Детали в них лежат по одну сторону от шва (например, швы обтачивания борта, швы обработки низа изделия и рукавов и т. д.)
Отделочные швы предназначены для отделки изделия и создания его силуэта (например, рельефные линии, складки и др.).
Четкой границы между группами швов нет. Соединительный шов может быть отделочным и т. д. Может быть комбинация различных швов.
В зависимости от конструкции, т. е. расположения деталей и строчек в шве, количества строчек и скрепляемых слоев материала, величины и наложения припусков на швы, последние группируют по видам и подвидам.
Классификация соединительных, краевых и отделочных швов представлена на рис. 4.2.
По ГОСТ 12807-2003 классификация швов, применяемых при изготовлении швейных изделий, содержит восемь классов.
Основным признаком, положенным в основу классификации, является расположение слоев соединяемых материалов (рис. 4.3).
Класс 1 – швы, образованные, как минимум, из двух слоев материала, один из которых ограничен с одной стороны, и расположенных на разных уровнях. Любой другой слой шва ограничен с той же или с двух сторон.
Класс 2 – швы, образованные из двух и более слоев материала, ограниченных с разных сторон и расположенных на разных уровнях. Любой другой слой шва ограничен с одной или с двух сторон.
Класс 3 – швы, образованные, как минимум, из двух слоев материала, один из которых ограничен с двух сторон. Любой другой слой шва ограничен с одной или с двух сторон.
Класс 4 – швы, образованные, как минимум, из двух слоев материала, ограниченных с разных сторон и расположенных на одном уровне. Любой другой слой шва ограничен с одной или с двух сторон.
Класс 5 – швы, образованные, как минимум, из одного слоя материала, не ограниченного с двух сторон. Любой другой слой шва ограничен с одной или с двух сторон.
Класс 6 – швы, образованные из одного слоя материала, ограниченного с одной стороны.
Класс 7 – швы, образованные, как минимум, из двух слоев материала, ограниченных с одной и той же стороны и расположенных на разных уровнях. Любой другой слой шва ограничен с двух сторон.
Класс 8 – швы, образованные, как минимум, из одного слоя материала, ограниченного с двух сторон.
|

Рис. 4.2. Классификация ниточных швов
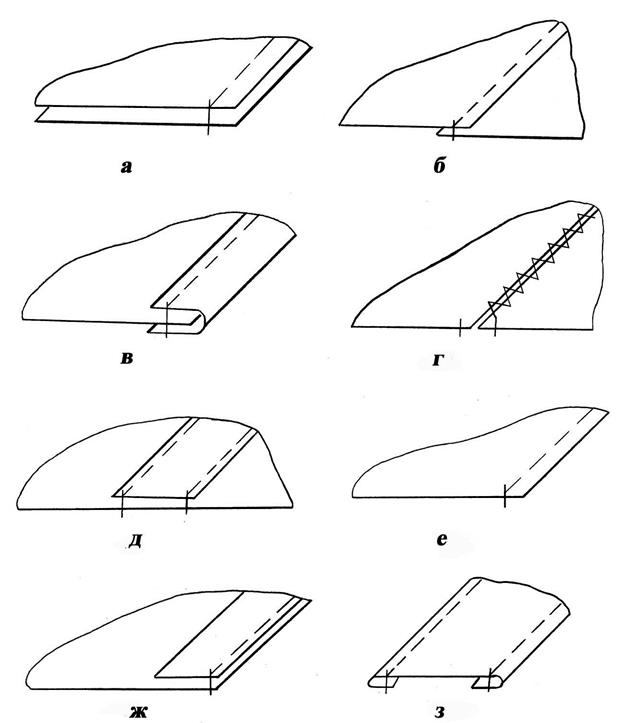 |
Рис. 4.3. Классификация швов по ГОСТ 12807-88:
а – класс 1; б – класс 2; в – класс 3; г – класс 4; д – класс 5; е – класс 6;
ж – класс 7; з – класс 8
4.2 Соединительные швы
Соединительные швыделят на виды: стачной, настрочной, накладной, встык, взамок, запошивочный и двойной.
Стачной шов — самый распространенный. Строчка его не видна с лицевой стороны. Перед соединением стачным швом детали складывают лицевыми сторонами внутрь, уравнивают срезы и надсечки и стачивают на стачивающих машинах, возможно, с приспособлениями, ограничивающими ширину шва (специальные линейки, лапки с бортиком и т. д.), на расстоянии от срезов, зависящим от назначения шва.
В зависимости от толщины материала и назначения одежды припускам стачного шва придают различное положение, закрепляя их влажно-тепловой обработкой. При этом припуски на шов могут быть расположены по обе стороны от строчки (разутюжены) (рис. 4.4, а) или по одну сторону от нее (заутюжены) (рис. 4.4, б). Такие швы называются соответственно стачной вразутюжку и стачной взаутюжку.
В изделиях из неосыпающихся материалов или из трикотажа возможны стачные швы на ребро (рис. 4.4, в). Стачной шов может быть с обметанными срезами (рис. 4.4, в, г). Выполняются такие швы на стачивающей и обметочной или на стачивающе-обметочной машинах.
В табл. 4.1 приведены основные стачные швы с кодировкой по ГОСТ 12807-88.
Применяют стачные швы для следующих целей:
- соединения частей основных деталей изделия, боковых и плечевых срезов, соединения рукавов с изделием, боковых, шаговых, средних срезов брюк, полотнищ юбок;
- притачивания планок, манжет, втачивания воротника, стачивания разрезных вытачек, притачивания надставок и т. п.;
- соединения деталей подкладки, утепляющей прокладки.
Стачной шов является основой других видов соединительных и краевых швов.
На базе стачного шва выполняют расстрочной шов (рис. 4.5). Припуски такого шва расстрачивают (скрепляют с деталью) по лицевой стороне деталей двумя параллельными строчками на равном расстоянии от линии шва, которое
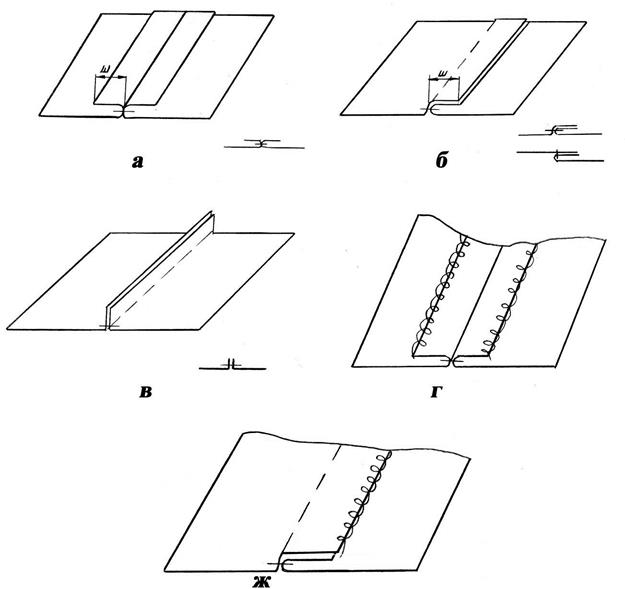
Рис. 4.4. Стачные швы:
а – вразутюжку; б – взаутюжку; в – на ребро; г – вразутюжку с обметанными срезами; д – взаутюжку с обметанными срезами;
 |
Рис. 4.5. Расстрочной шов
Таблица 4.1. Кодирование стачных шов в соответствии с ГОСТ 12807-88
| Наименование шва | Графическое изображение шва | Условное изображение шва | Код шва |
| Стачной шов (с совмещением срезов): | – | – | – |
| выполненный одной строчкой без обметывания срезов | 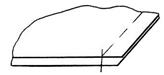
| 
| 1.01.01 |
| выполненный одной строчкой с обметыванием срезов | 
| 
| 1.01.02 |
| выполненный двумя строчками без обметывания срезов | 
| 
| 1.01.03 |
| выполненный двумя строчкой с обметыванием срезов | 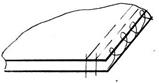
| 
| 1.01.04 |
| выполненный одной строчкой с раздельным обметыванием срезов | 
| 
| 1.01.05 |
| выполненный двумя строчкой с раздельным обметыванием срезов | 
| 
| 1.01.06 |
Настрочной шов выполняют двумя строчками: стачивающей (по изнаночной стороне деталей) и настрачивающей (по лицевой стороне).
Настрочной шов применяют для соединения деталей по тем же срезам, что и стачной, в тех случаях, когда необходима увеличенная прочность соединения, отделочный эффект, когда материал плохо или совсем не поддается влажно-тепловой обработке (льняные ткани, материалы с покрытиями, прорезиненные, кожа и т. д.).
Настрочной шов бывает с открытыми срезами (рис. 4.6, а), в изделиях из осыпающихся материалов их обметывают (рис. 4.6, б) и одним закрытым срезом (рис. 4.6, в), где срез верхней детали закрывается строчкой настрачивания. После стачивания припуски шва сначала разутюживают для получения четкой линии шва, а затем заутюживают оба среза и закрепляют с лицевой стороны настрачивающей (отделочной) строчкой на заданном описанием модели расстоянии.
Существует ряд разновидностей настрочных швов (рис. 4.6, г, д).
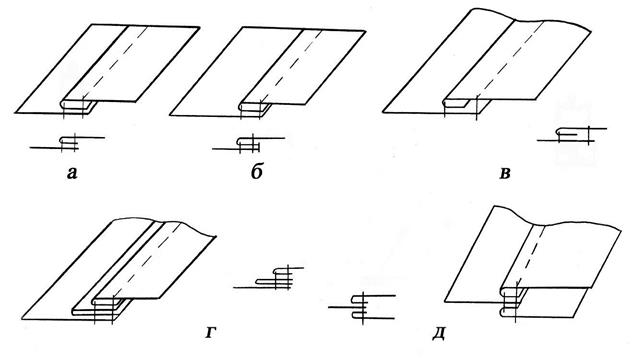
Рис. 4.6. Настрочные швы:
а – с открытыми срезами (код 2.02.03); б – с обметанными срезами (код 2.02.04); в – с закрытыми срезами (код 2.02.03); г – с кантом (код 2.02.03); д – разновидность настрочного шва (код 2.02.03);
Накладные швы бывают с открытыми срезами, одним закрытым и двумя закрытыми срезами. Выполняют швы одной настрачивающей строчкой по лицевой стороне детали, наложенной изнанкой на лицевую сторону другой, ориентируясь по надсечкам, проколам, линии разметки или ранее выполненным строчкам.
Накладной шов с открытыми срезами (рис. 4.7, а) применяют:
- для скрепления участков деталей, невидимых с лицевой стороны изделия;
- стачивание вытачек и частей прокладок зигзагообразной или линейной строчкой челночного переплетения (расстояние от срезов до строчки 3 - 5 мм);
- настрачивания среза стойки воротника на горловину пальто и костюмов (расстояние от срезов до строчки 7 - 10 мм);
- этим же швом выполняют настрачивание подзоров и обтачек на подкладку карманов в брюках. Для предохранения срезов от осыпания строчку прокладывают на машине зигзагообразной строчки или на двух-игольной машине трехниточного цепного переплетения (тип стежка 406).
Накладной шов с закрытым срезом (рис. 4.7, б) применяют вместо настрочного, когда шов имеет сложную форму. Он используется, например, для соединения вставок, кокеток с основными деталями изделия; подрезов, вытачек в изделиях из плащевых и подобных им материалов; для соединения переда с юбкой, а также для настрачивания накладных карманов на основную деталь; воротника по горловине; планок в застежках и пр. Срез верхней детали заутюживают (или заметывают и приутюживают) и подогнутый край верхней детали настрачивают на нижнюю.
Накладной шов с двумя закрытыми срезами (рис. 4.7, в) применяют для соединения деталей с предварительным подгибанием срезов, для чего используются специальные приспособления.
Шов встык бывает с открытыми срезами или закрытыми с одной или двух сторон полоской или тесьмой (рис. 4.8, а, б, г). Особенностью шва встык является совмещение в одну линию на плоскости открытых или подогнутых срезов соединяемых деталей и закрепления их строчками.
Выполняют шов на двухигольной машине с приспособлениями, совмещающими срезы деталей при подаче полоски материала без подгибания или с подгибанием срезов.
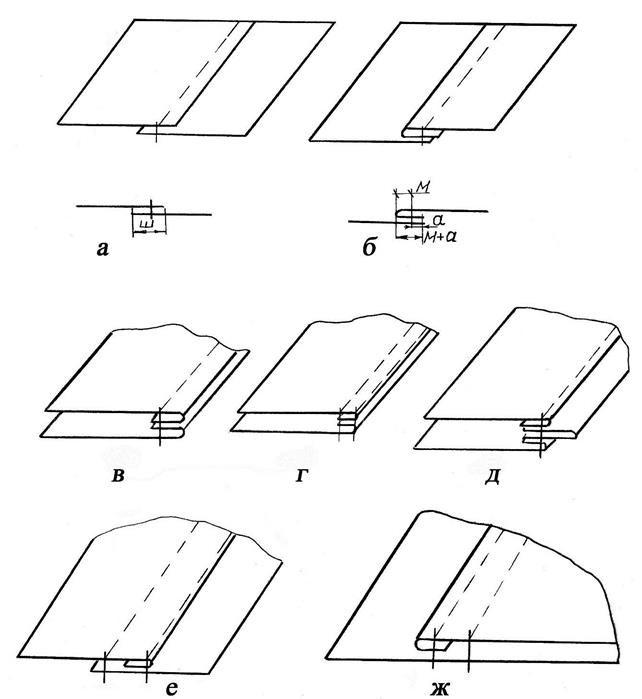
Рис. 4.7. Накладные швы:
а – с открытыми срезами (код 2.01.01); б – с одним закрытым срезом (код 2.02.01); в, г, д – с двумя закрытыми срезами (код 1.06.01, 1.06.04 и 1.15.01); е – с закрытым срезом (код 2.05.01); ж – настрачивание детали с погнутыми срезами (код 5.31.01)
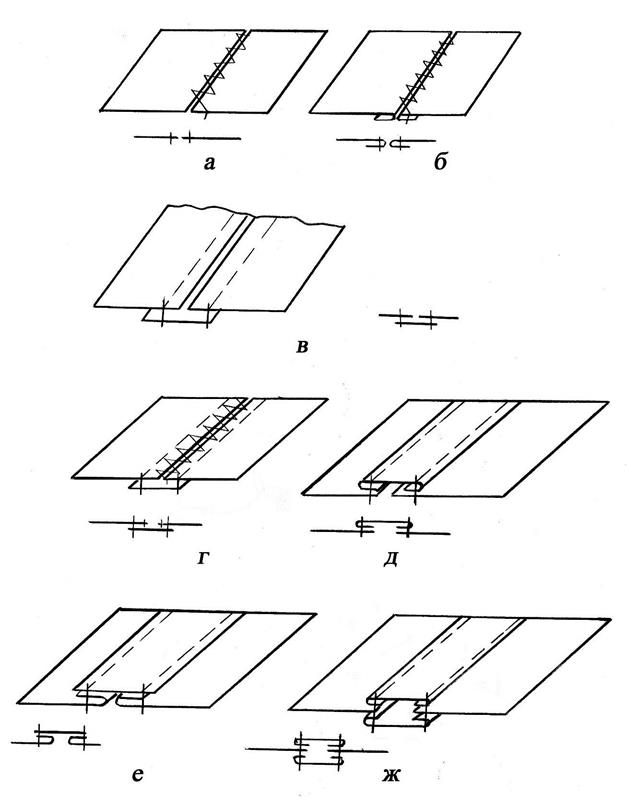
Рис. 4.8. Швы встык:
а – с открытыми срезами (код 4.01.01); б – с закрытыми срезами (код 4.03.02); в, г – с тесьмой (код 4.05.01 и 4.05.03), д – с полоской материала (код 4.06.01); е – с тесьмой (код 4.07.01); ж – с закрытыми срезами (код 4.12.01)
Применяют швы с открытыми срезами для соединения вытачек, частей бортовых прокладок, прокладки воротника при изготовлении изделий из тонких тканей, когда возможно «пролегание» шва с лицевой стороны изделия. Для этого применяются машины зигзагообразной строчки.
Швы со срезами, закрытыми с одной или двух сторон полоской материала, применяют при отделке одежды.
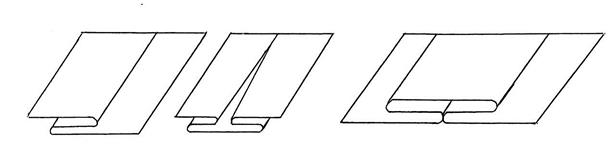
К бельевым соединительным швам относятся швы взамок, запоши-вочный и двойной. Эти швы имеют увеличенные припуски и прочно закрепляют срезы внутри.
Отличительной особенностью швов запошивочного, взамок и двойного является их конструкция, при которой срезы соединяемых деталей располагаются внутри шва. Это придает швам особую прочность, так как препятствует осыпанию нитей по срезам, а также сдвигу нитей по припускам на швы. Поэтому их применяют в одежде, подвергающейся частым стиркам и сложным условиям эксплуатации: в производственной одежде, изделиях верхней одежды из хлопчатобумажных тканей без подкладки, при пошиве белья.
Наиболее экономичным в обработке является шов взамок (рис. 4.9, а), имеющий одинаковый вид с лица и изнанки, так как его выполняют последовательно-параллельным методом на двухигольной машине с приспособлением для подгибания и совмещения срезов. Детали при выполнении шва находятся в развернутом виде по обеим сторонам иглы, срезы заправлены в приспособление.
Запошивочные швы узкий и широкий (рис. 4.9, в, г) применяют реже, так как они выполняются последовательно.
Узкий запошивочный шов получают, прокладывая первую строчку по подогнутому срезу нижней детали. Для формирования края используют приспособления для подгиба, затем полученный шов настрачивают на вторую деталь.
В широком запошивочном шве первая стачивающая строчка скрепляет два слоя материала деталей, сложенных лицевыми сторонами внутрь. Затем подогнутый припуск нижней детали настрачивают. Широкий запошивочный шов эластичнее и мягче, его применяют в швах, непосредственно соприкасающихся с телом.
Двойной шов (рис. 4.9, б) выполняют последовательно двумя стачивающими строчками. Детали стачивают, сложив их изнанкой внутрь. Второй строчкой стачивают вывернутые и выправленные по шву детали на расстоянии 5 - 7 мм от края детали.
Шов применяют для стачивания подкладки кармана, соединения основных деталей верхней одежды без подкладки или с подкладкой, не доходящей до низа, соединения с изделием одинарных воротников и манжет в одежде из мягких материалов.
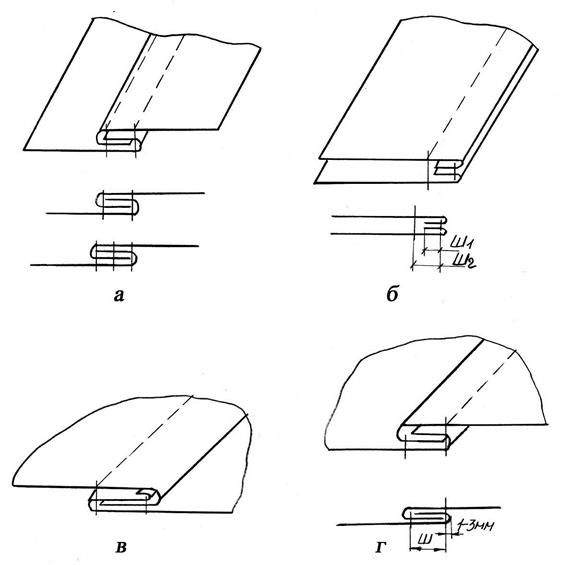 |
Рис. 4.9. Бельевые швы:
а – взамок (код 2.04.03, 2.04.07); б – двойной (код 1.06.03); в – запошивочный узкий (код 2.04.06); г – запошивочный широкий*
_____________________
* - в ГОСТ 12807-88 отсутствует
4.3 Краевые швы
К краевым швамотносятся швы вподгибку, обтачные и окантовочные (см. рис. 4.2).
Окантовочными швами оформляют край детали с помощью полоски (бейки), как правило, более тонкого материала или тесьмы. Деталь в шве не подгибают — это единственный шов, для которого не дают припуски, так как при его обработке деталь не уменьшается в размере.
Окантовочные швы бывают с открытыми срезами (окантовывание тесь-мой), одним закрытым и двумя закрытыми срезами.
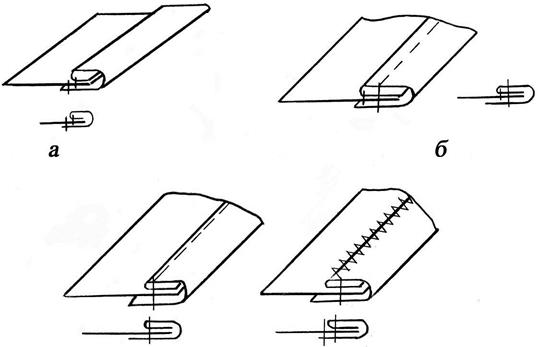
Окантовочный шов с тесьмой (рис. 4.10) наименее трудоемкий и лучшего качества. Выполняется одной строчкой на машине с помощью приспособления. Шов может быть выполнен на машинах линейной или зигзагообразной строчки.
 |
а б
Рис. 4.10. Окантовочные швы с открытыми срезами:
а – на стачивающей машине (код 3.01.01);
б – на машине зигзагообразной строчки (код 3.01.02);
Окантовочные швы с одним или двумя закрытыми срезами выполняют с помощью полоски материала (бейки). Полоску материала берут шириной 30 - 35 мм для шва с закрытыми срезами, 20 - 25 мм для шва с открытым срезом. Полоску выкраивают под углом 45° к нитям основы или по утку.
Окантовочный шов с одним закрытым (открытым) срезом (рис. 4.11, а) выполняют двумя строчками. Полоску материала притачивают, затем ею огибают срез детали и прокладывают вторую закрепляющую строчку.
Разновидностями такого шва являются швы, выполненные одной строчкой с помощью окантовывателя (рис. 4.11, в) и на машине зигзагообразной строчки (рис. 4.11, г).
 |
А б
в г
Рис. 4.11. Окантовочные швы с открытым срезом:
а – код 3.03.07; б – код 3.03.06; в– код 3.03.02
Окантовочный шов с закрытыми срезами выполняют аналогично, только при прокладывании второй строчки срез полоски подгибается внутрь (рис. 4.12, а). Если закрепляющую строчку проложить по полоске, то шов будет выглядеть рельефнее (рис. 4.12, в). Такие швы можно выполнять одной строчкой при использовании окантовывателя или если полоску предварительно заутюжить (в продаже есть готовые заготовки) (рис. 4.12, б). Менее трудоемким и лучшего качества является шов, выполненный одной строчкой на машине с приспособлением для подгибания и ориентации полоски по срезам детали.
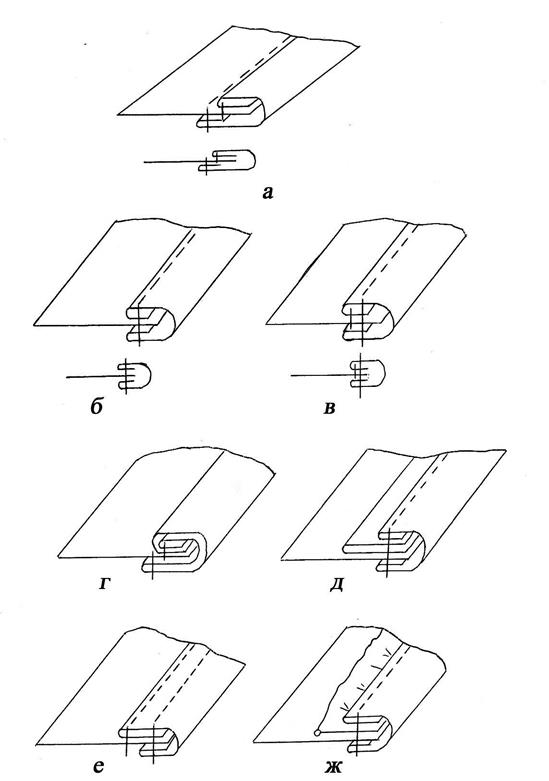
Рис. 4.12. Окантовочные швы с зыкрытыми срезами:
а – код 3.14.01; б – код 3.05.01; в– код 3.05.06;
г – двойной полоской; д – с кантом (код 3.21.01);
е– на двухигольной машине (код 3.14.03);
ж – с кружевом (код 3.20.01)
Окантовочные швы могут быть выполнены двойной полоской (рис. 4.12, г), с отделочным кантом, кружевом (рис. 4.12, д, ж ) или на двухигольной машине линейной строчки (рис. 4.12, е).
Окантовочные швы с закрытыми срезами применяют для обработки краев деталей, низа изделия и рукавов, среза горловины, пройм в изделиях без рукавов, разрезов застежек, нижнего среза басок, воланов и др. В утепленных куртках, пижамах, халатах и других изделиях его применяют вместо обтачного шва при оформлении края борта, воротника, манжеты. Двух- и многослойные детали предварительно скрепляют строчкой.
Швами вподгибку оформляют край детали путем подгибания срезов самой детали; срез, как правило, загибают на изнанку детали (низ изделия, рукава и др.).
Швы вподгибку бывают с открытым, закрытым, окантованным срезом и с притачной подкладкой.
В шве вподгибку с открытым срезом (рис. 4.13) срез детали изделия под-
Рис. 4.13. Швы вподгибку с открытым срезом:
а – код 6.02.01; б – код 6.02.02; в– код 6.02.06
гибают один раз и закрепляют строчкой. Применяют такой шов при обработке низа плащей, юбок и женских пальто из шерстяных не осыпающихся материалов, отлетов воротников пиджаков, жакетов, пальто из различных шерстяных материалов, внутреннего среза подбортов, низа изделия и рукавов. Закрепление подогнутого края детали можно выполнять сквозными (линейными или зигзагообразными) или потайными стежками. В изделиях из легкоосыпающихся тканей срезы предварительно обметывают с последующим застрачиванием или подшиванием потайной подшивочной строчкой.
В шве вподгибку с закрытым срезом (рис. 4.14, а, б) срез детали (изделия) подгибают два раза и закрепляют строчкой. Применяют данный шов при обра-
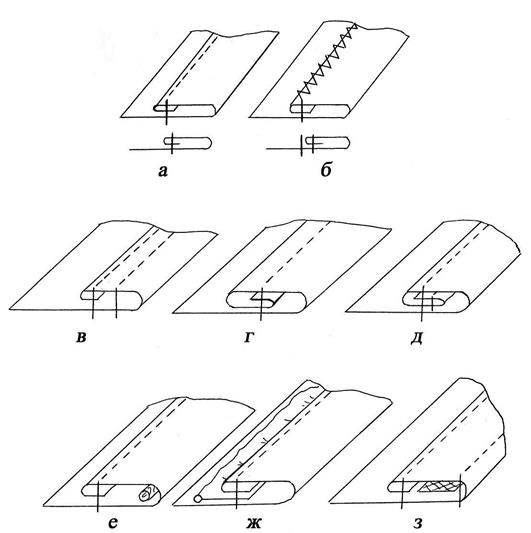 |
Рис. 4.14. Швы вподгибку с закрытым срезом:
а – код 6.03.01; б – код 6.03.02; в – код 6.03.08; г – код 6.04.01;
д – код 6.04.02; е – код 7.23.01; ж – код 7.24.04; з – код 7.26.03;
ботке изделий из легкоосыпающихся материалов (верхняя одежда, белье). Подогнутый край закрепляют по-разному:
- белье, верхняя одежда из хлопчатобумажных тканей – линейной строчкой двухниточного челночного стежка;
- отлетная по низу подкладка женских пальто, плащей – зигзагообразной строчкой;
- верхняя одежда пальтово-костюмного ассортимента и женские платья из шерстяных и шелковых материалов – подшивочными строчками потайного стежка.
Ширина внутренней подгибки – 3 - 7 мм, внешней – 4 - 10 мм.
Разновидности швов вподгибку с закрытыми срезами приведены на рис. 4.14, в – з. Здесь представлены швы с тройным подгибом («московский»), с тесьмой, кружевом, шнуром.
Для обработки низа мужских и женских пальто, пиджаков и внутренних срезов борта применяют швы вподгибку с окантованным срезом (рис.4.15, а). Срезы деталей предварительно окантовывают, а затем припуск шва вподгибку подшивают к подкладке или основной детали сквозными или потайными стежками.
Шов вподгибку с притачной подкладкой (рис.4.15, б) применяют для обработки низа рукавов и низа изделия (в пальто, костюмах и т.п.).
 |
А б
Рис. 4.15. Швы вподгибку:
а – с окантованным срезом; б – с притачной подкладкой
Обтачные швы бывают в раскол, в кант и в рамку. Их применяют для оформления края бортов, воротника, клапанов, прорезов карманов, обтачных петель и др.
Особенностями шва при его последовательном выполнении является: соединение деталей, сложенных лицевыми сторонами внутрь, последующее расправление или разутюживание шва, его вывертывание и закрепление сгибов в раскол или с образованием канта, рамки, закрепленных отделочной строчкой или другим способом для предотвращения смещения в процессе носки изделия.
Обтачной шов в раскол выполняется при обработке обтачных деталей: клапанов, воротников, манжет, бортов и т. д. в основном в изделиях из тонких материалов (белье, платье, спецодежда). В таком шве сгиб обеих деталей располагается на одном уровне (рис. 4.16, а)
 |
А б
Рис. 4.16. Обтачные швы:
а – в раскол; б – в кант
Обтачной шов в кант (рис. 4.16, б) имеет то же назначение, что и обтачной шов в раскол, но при его выполнении в изделиях из более толстых материалов образуют кант.
Кантом, или рамкой, называют часть одной из деталей, ограниченную линией строчки и линией перегиба этой детали. Обычно кант образуют из детали, расположенной на лицевой стороне изделия, чтобы закрыть нижнюю деталь или шов обтачивания. Например, при обработке воротника кант образуется из основного материала верхнего воротника и виден со стороны нижнего воротника. Однако, при обработке прорезов обтачных петель или карманов кант и рамки видны с лицевой стороны изделия. Такие канты и рамки выполняют из обтачек, чтобы закрыть отверстие, образующееся после вывертывания обтачек.
Иногда кант или рамку выполняют из детали другого цвета получения эффекта для отделки.
Ширина канта в клапанах, воротниках, бортах – 1 - 2 мм в зависимости от толщины материала, в петлях – 2 - 3 мм, при обработке карманов – 3 - 5 мм.
Закрепление края детали при выполнении обтачного шва в кант можно производить:
- отделочной строчкой сквозного стежка, которую выполняют по лицевой стороне изделия на заданном техническим описанием на модель расстоянии от края детали (рис. 4.16, б);
- «в чистый край» (рис. 4.17, а) – при этом припуск шва обтачивания настрачивают на нижнюю деталь;
в г д
Рис. 4.17. Обтачные швы:
а – «в чистый край»; б – потайной подшивочной строчкой;
в – вспушиванием; г – клеевой нитью; д – клеевой паутинкой
- потайной подшивочной машинной или ручной строчкой (рис. 4.17, б) – для этого припуск на шов нижней детали подрезают (делают уже на 2 - 3 мм) для уменьшения толщины обтачанного края, весь припуск отгибают к нижней детали и подшивают. Данный способ применяют для закрепления края борта, воротника и т. п.;
- вспушиванием (рис. 4.17, в) – внутренние слои материала скрепляют вспушной строчкой ручного петлеобразного стежка или машинной потайной строчкой. Скрепление производят после выметывания края детали, чаще всего в меховых изделиях, меховых воротниках и манжетах в верхней одежде и т. д;
- клеевыми способами – с помощью клеевой нити (рис. 4.17, г), паутинки (рис. 4.17, д), сетки, пленки.
Различают обтачной шов в рамку простую и сложную.
Обтачной шов в простую рамку (рис. 4.18, а) применяют при обработке прорезов карманов и обтачных петель. Выполняют его одной строчкой, скрепляя одновременно два слоя одной детали (обтачки) и один слой второй детали (например, переда). Деталь, из которой будет образована рамка, перегибают изнанкой внутрь и заутюживают на ширину, равную ширине рамки (3 – 7 мм) плюс припуск на шов (4 – 7 мм). Узкой стороной деталь накладывают на основную деталь, ориентируя ее по намеченной линии, и притачивают, выполняя закрепки в начале и конце строчки. Затем прорезают вход в петлю или карман, выправляют рамку и приутюживают.
А б в
Рис. 4.18. Обтачные швы в рамку:
а – в простую рамку; б – в сложную рамку (код 1.10.01);
в – в сложную рамку (код 1.10.02)
Обтачной шов в сложную рамку (рис. 4.18, б, в) применяют при обработке прорезов карманов в мужских пальто из толстых драпов и сукон для уменьшения толщины, пиджаках и жакетах из тонких тканей для повышения устойчивости рамки или если разрез кармана имеет сложную криволинейную форму. Шов выполняется в следующей последовательности: обтачку притачивают к основной детали, шов разутюживают или раскладывают, прорезают вход в карман, огибают обтачкой припуск шва притачивания обтачки и скрепляют строчкой по шву соединения деталей («в пикюр»), с лицевой стороны или с изнаночной стороны.
4.4 Отделочные швы
Отделочные швы объединяют подвиды – складки, вытачные, рельефные швы и швы с кантом. Основное назначение отделочных швов – отделка деталей одежды. Конструкция и элементы отделочных швов в практике моделирования костюма помогают придавать изделию современную форму и художественную его выразительность.
Складки бывают простые и сложные.
Простые складкибывают отделочные и соединительные, односторонние и двусторонние, мягкие, стачные, настрочные и застроченные до конца или не конца детали. В простой складке материал перегибают по прямой линии или с небольшим изгибом.
Отделочные складки одно- и двусторонние получают из одной детали. На изнаночной стороне материала намечается величина припуска на складку, которая, как и внешний вид складки, определяется моделью.
В односторонних складках все сгибы с лицевой стороны направлены в одну сторону, а с изнаночной - в другую сторону (рис. 4.19, а). В двусторонних - сгибы направлены либо навстречу друг другу (встречная складка) (рис. 4.19, б), либо в противоположные стороны (бантовая) (рис. 4.19, в).
Складки, выполненные строчками, невидимыми с лицевой стороны, называются стачными, видимыми с лицевой стороны - настрочными или застрочными. Складки расположенные рядом в количестве более двух, называют групповыми.
 |
А б в
Рис.4.19. Простые отделочные складки:
а – односторонняя; б – встречная; в – бантовая;
Последовательность изготовления складок:
- намелка складок;
- соединение складок временными строчками и выполнение влажно-тепловой обработки;
- соединение складок постоянными строчками;
- удаление временных строчек и снятие лас;
- выполнение отделочных строчек и закрепление припусков;
- застрачивание верхних срезов;
- временное скрепление складок.
В зависимости от конструкции складок, вида изделия, свойств материала и применяемого оборудования часть из названных работ может не выполняться.
Мягкие складки закрепляют, прокладывая строчку поперек на расстоянии 10 – 15 мм от среза детали (рис. 4.20, а).
Стачную складку стачивают, разутюживают или заутюживают и скрепляют по верху (рис. 4.20, б). В односторонних складках стачивают припуски складки, прокладывая строчку под тупым углом к строчке стачивания (рис. 4.20, в).
Складки заутюживают на прессе или утюгом, а затем с лицевой стороны прокладывают отделочные строчки, если это требуется по модели (рис. 4.21).
В платьях и юбках односторонние отделочные складки настачивают с помощью приспособлений без предварительной разметки и заметывания.
 |
А б в
Рис. 4.20. Обработка складок:
а – мягкая односторонняя; б – встречная стачная; в – односторонняя стачная;
Веерные складки (рис. 4.21, в) выполняют из одной детали в изделиях из тонких тканей. Для этого закладывают две или три односторонние складки одну на другую и с лицевой стороны настрачивают их по модели.
 |
А б в
Рис. 4.21. Простые отделочные складки:
а – односторонняя; б – встречная; в – веерная;
Соединительные одно- и двусторонние складки изготовляют из двух или трех соединяемых вместе деталей (рис. 4.22). Эти складки выполняют в том случае, если имеются небольшие припуски на складку или складка располагается на небольшом участке детали. При стачивании складки детали складывают лицевыми сторонами внутрь и сметывают или стачивают без сметывания по намеченной линии до отметки, определяющей конец стачивания складки, с последующим обметыванием.
 |
А б
Рис. 4.22. Соединительные простые складки:
а - односторонняя; б – встречная
В двусторонних складках припуск на складку сметывают до конца и разутюживают. С изнанки под складку подкладывают дополнительную деталь и притачивают ее к срезам припуска на складку по всей длине или, переходя на 20 – 30 мм за конец стачивания складки, швом шириной 10 – 15 мм. В последнем случае дополнительную деталь прикрепляют к припуску складки строчкой, прокладываемой с лицевой стороны поперек складки на уровне конца ее стачивания (рис. 4.23).
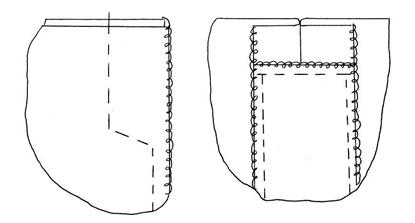 |
Рис. 4.23. Обработка простых соединительных складок
В массовом производстве одежды широко используют отделочные застроченные складки. Односторонние складки могут быть стачаны на одноигольной машине подобно защипам (рис. 4.24, а) и настрочены при изготовлении их на одно-, двух- или четырехигольной машинах (рис. 4.24, б).
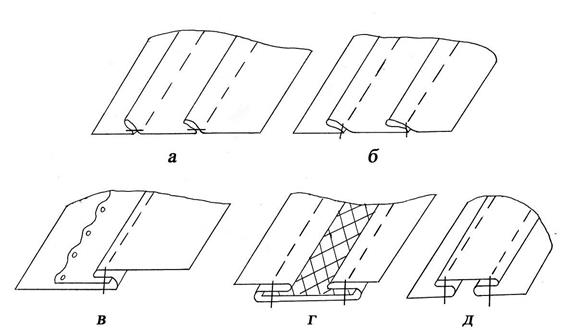 |
Рис. 4.24. Отделочные застрочные складки:
а, б - защипы; в – с кружевом; г, д – двусторонние встречные и бантовые
Часто изготовляют мелкие застроченные складки с кружевом или другой отделкой (рис. 4.24, в). Для их изготовления применяют специальное приспособление к одноигольной машине, которое позволяет образовывать складки с вложением во внутрь деталей отделки без предварительного заметывания.
Застроченные двусторонние встречные и бантовые складки могут быть выполнены на одно- и двухигольной машинах со спецприспособлениями (рис. 4.24, г, д). Изготовление таких складок эффективнее на двухигольных машинах, но тогда их размеры ограничены. На двухигольной машине со спецприспособлением можно выполнить двусторонние складки с прокладыванием под их внутренние сгибы полоски отделочной ткани (рис. 4.24, г).
Сложные складки бывают также отделочные и соединительные. Они отличаются от простых складок крутыми изгибами линий перегибы материала.
Сложная отделочная складка изготовляется из одной целой детали (рис. 4.25, а) На лицевой стороне детали мелом размечают линии внутренних (1) и внешних (2) перегибов материала (рис. 4.25, б) и выполняют стачивающую строчку 1 по линии внутреннего перегиба, подкладывая снизу полоску материала. Далее складку заметывают по линии 2, перегибая материал от проложенной строчки 1. После влажно-тепловой обработки выполняют отделочную строчку 2 и удаляют нитки сметывания.
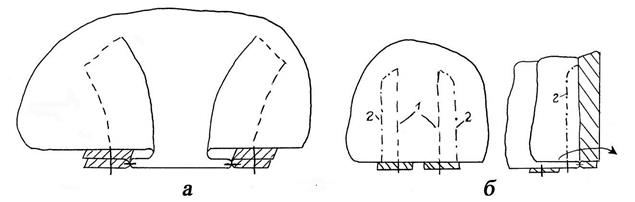
Рис. 4.25. Сложная отделочная складка:
а, - внешний вид складки; б – порядок выполнения
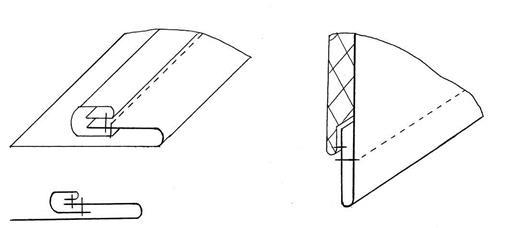
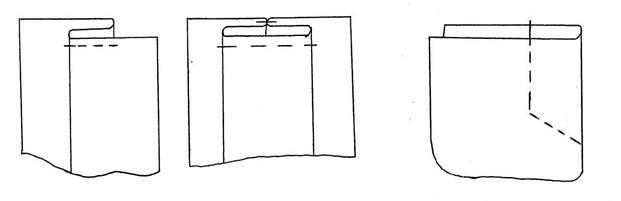
Сложные соединительные складки применяются при обработке кокеток с прямым или криволинейным контуром нижнего края. Такие складки получают из двух деталей (Рис. 4.26.). Край верхней детали (кокетки) заметывают и приутюживают или заутюживают без предварительного заметывания. Излишние припуски в углах на толстых пальтовых тканях высекают, а на тонких костюмных закладывают в складку. Далее верхняя деталь наметывается на нижнюю, и прокладывается отделочная строчка.
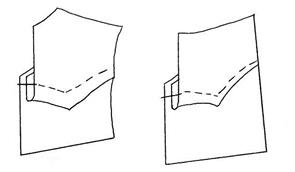 |
Рис. 4.26. Сложная соединительная складка
Вытачные отделочные швы имеют такой же внешний вид, как и соединительные стачные и настрочные швы. Отличаются они тем, что выполняются из одной детали. Их применяют для отделки переда, спинок, рукавов, накладных карманов и других деталей в женской и детской верхней одежде.
Для выполнения простого вытачного шва, имитирующего стачной, (рис. 4.27, б, в) на изнаночной стороне детали наносят линию шва, перегибают материал по этой линии и застрачивают около перегиба на расстоянии 1,5 – 2,0 мм, подкладывая снизу полоску материала (рис. 4.27, б). Шов заутюживают или разутюживают (рис. 4.27, в). Если затем выполнить отделочную строчку с лицевой стороны, то получится имитация настрочного шва (рис. 4.27, а).
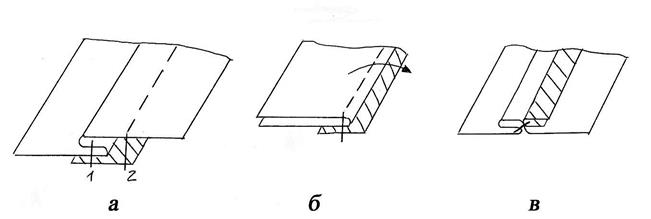
Рис. 4.27. П
| <== предыдущая лекция | | | следующая лекция ==> |
| Основные функции контура ТК. | | | Сборка трансформатора. |
Дата добавления: 2016-10-07; просмотров: 15970;
Поиск по сайту
Узнать еще
- Cравнительная характеристика усилителей на БТ
- I. Загальна характеристика
- II. Монозы и их характеристика
- Nemathelmintes. Общая характеристика типа. Nematoda. Характеристика класса. Медицинское значение. Био- и геогельминты.
- Plahelmintes (Плоские черви).Общая характеристика типа. Морфология, систематика, основные представители, значение.
- Protozoa. Общая характеристика подцарства. Классификация. Представители. Медицинское значение.
- V. Механическая характеристика
- V. Упрощенная схема замещения трансформатора и внешняя характеристика.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
