Технологическая подготовка обработки заготовок на станках с ЧПУ.
Производится технически обоснованный отбор номенклатуры заготовок:
- заготовки сложной конфигурации;
- где возможна концентрация нескольких операций в одну;
Отобранные заготовки анализируют на технологичность конструкции, корректируют документацию с позиции требований обработки заготовки. На станках с ЧПУ важно проведение типизации тех.процессов и применение группового метода обработки. Разрабатывать типовые или групповые технологические процессы с единой структурой управляющей программы.
Необходимо, чтобы станки с ЧПУ работали в две смены, желательна централизованная заточка и настойка инструмента вне станка, достаточный сервис.
Этапы технологической подготовки:
1) классификация заготовок и определение технико-экономической целесообразности их обработки на станке с ЧПУ;
2) разработка технической документации и создание управляющей программы
3) изготовление специальной технологической оснастки и режущего инструмента;
4) проверка и корректирование УП
Данные о заготовках отнесенных к определенному типу, заносят в типовой классификатор
| Номер Чертежа заготовки | Характерные размеры заготовок | Количество заготовок для машины | Норма времени и расценок на 1 шт. | ||||||||||||
| D | D1 | d | d1 | L | L1 | l | Индекс изделия | Т пз | Т шт | ||||||
| К-100 | ПТ-60 | К-50 | Р-50 | час | руб | час | руб | ||||||||
| М30 | -20 | - - | - | - | - - | - | - | - - | 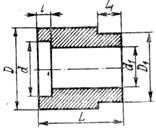
| ||||||
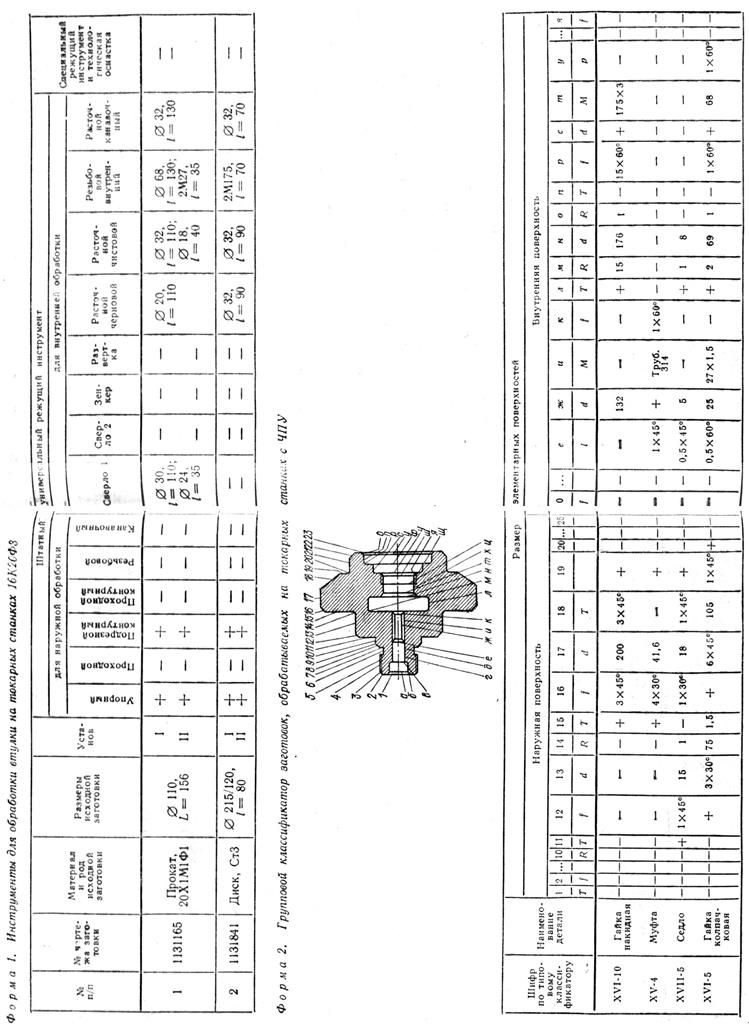
Для заполнения таблицы необходимо предварительно наметить принципиальный технологический процесс обработки заготовки на станке с ЧПУ. Таблица не является специальной формой технологической документации, а необходима для удобства комплектования заготовок по признаку групповой обработки. По таблице отбирают заготовки, для обработки которых требуется одинаковый режущий инструмент и приспособления. Такие заготовки комплектуют в группы. Для каждой группы проектируют комплексную заготовку, которая содержит в себе все геометрические элементы заготовок данной группы, и строят групповой классификатор (форма 2). В групповой классификатор заносят размеры элементарных поверхностей каждой заготовки группы. Этим поверхностям присваивают буквенные символы: T – торец; f – фаска; d – диаметр; R - радиус; М – резьбы и т.п.
Технологическая отработка чертежей.
1 этап – проработка на технологичность, внесение изменений. Основные требования стандартизация и унификация заготовок, радиусов сопряжений поверхностей, упрощение геометрии, обеспечение максимальной доступности всех обрабатываемых поверхностей, создание единых конструкторских и технологических баз в соответствии с принятой системой координат для программирования обработки заготовки.
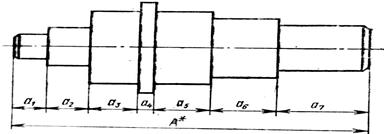
Для облегчения задач программирования следует упрощать геометрические образы и типизировать основные повторяющиеся геометрические элементы заготовки. Желательно, чтобы обрабатываемые поверхности заготовки представляли собой плоскости или криволинейные поверхности, профиль которых образован сопряжением прямых с дугами окружности и т.д.; в корпусных заготовках следует избегать наклонных стенок. Программирование упрощается, если обработка поверхностей ведется с управлением одновременно не более чем по одной или двум координатам. Желательно иметь полностью автоматический цикл обработки, с перерывами на смену инструмента, который нужно стремиться использовать стандартный.
С целью облегчения программирования размеры в чертеже заготовки следует проставлять в прямоугольной системе координат от единых конструкторских баз. Для этого необходимо выбрать начало системы координат и направление осей. Желательно, чтобы направление осей заготовки совпадало после ее установки на станке с направлением осей координат станка.
 Простановка размеров на чертежах деталей, обрабатываемых на станках с ЧПУ
Простановка размеров на чертежах деталей, обрабатываемых на станках с ЧПУ
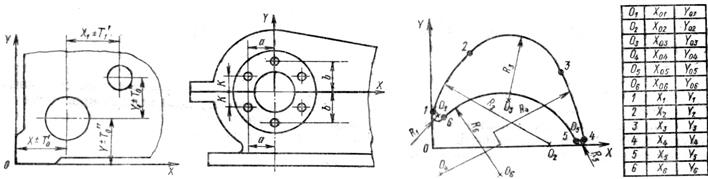 В общем случае нанесение размеров на чертежах заготовок, обрабатываемых на станках с ЧПУ, должно быть таким, чтобы при подготовке управляющей программы не возникла необходимость их пересчета.
В общем случае нанесение размеров на чертежах заготовок, обрабатываемых на станках с ЧПУ, должно быть таким, чтобы при подготовке управляющей программы не возникла необходимость их пересчета.
Документом для обоснования требований, предъявляемых к конструкции, может служить групповой классификатор, в котором представлены в строгом порядке размеры и форма элементарных поверхностей заготовок
Разработка технологической документации (II этап)
Карта наладки, операционная технологическая карта, схема движения инструментов, операционная расчетно-технологическая карта, карта программирования, чертежи специального инструмента и технологической оснастки.
Карта наладки – может быть групповой или индивидуальной
Операционная технологическая карта – предназначена для подробного описания технологического процесса обработки каждой конкретной заготовки в процессе данной операции.
На основе операционной технологической карты и схемы движения инструмента проектируют операционную расчетно-технологическую карту, которая является исходным документом для составления карты программирования. Содержащуюся в карте программирования информацию записывают с помощью специального устройства на программоноситель в определенном для данной системы ЧПУ коде, например ISO – 7bit.
На третьем этапе технологической подготовки разрабатывают чертежи специального режущего инструмента и технологической оснастки по техническим заданиям технологов.
Дата добавления: 2016-09-06; просмотров: 2090;
Поиск по сайту
Узнать еще
- I. ПОДГОТОВКА АТАКИ
- I. Подготовка поверхности.
- V. Подготовка личного состава службы
- VI. Подготовка кадров службы торговли и питания ГО района
- А и Б – базы механической обработки
- Автоматизация и механизация токарной обработки
- Автоматизация обработки снимков на фотограмметрическом оборудовании
- Автоматизация обработки табличных данных (обработка списков)

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
