Проектирование типовых и групповых технологических процессов
Типизация - обеспечить сведение многообразия технологических процессов к ограниченному числу типов. Является базой для разработки стандартов на типовые технологические процессы. (ГОСТ 14.303-73).
Типовой технологический процесс разрабатывается для изготовления в конкретных производственных условиях типового представителя группы изделий, обладающих общими конструктивно-технологическими признаками (ГОСТ 14.301-83).
Типизация может производиться для:
1. обработки отдельных поверхностей.
2. обработки типовых сочетаний.
3. обработки заготовок.
Классификация - приведение всего многообразия заготовок, поверхностей и их сочетаний к минимальному количеству типов, для которых можно разработать типовые технологические процессы в нескольких вариантах.
Признаки классификации элементарных поверхностей: форма, точность, размеры, материал изделия.
Признаки сочетаний поверхностей: конфигурация, взаимное их расположение, точность обработки и взаимного расположения, размеры отдельных поверхностей, соотношение размеров между ними, материал.
Классификация и типизация обработки заготовок
Признаки – конфигурация заготовки, ее размеры, точность обработки, качество обрабатываемых поверхностей, материал. В основу построения приняты классы, которые разделяют на подклассы, группы и подгруппы.
Класс – совокупность заготовок, характеризуемых общностью технологических задач, решаемых в условиях определенной конфигурации этих заготовок (14 классов – валы, втулки и т.д.). Разбивка заканчивается типом.
Тип – совокупность заготовок одного класса, имеющих в определенных производственных условиях одинаковый маршрут типовых операций (ГОСТ 3.1109-82).
Разработка типовой технологии производится по двум вариантам: рабочий технологический процесс (из реальных условий) и перспективный.
Документация типового процесса включает: классификатор заготовок и типовые технологические процессы. Карты типовых технологических процессов составляются для каждого типа заготовок (двух разновидностей), включающие перечень операций и оборудования с указанием количества установов и краткого порядка выполнения работы и карты нормального процесса для типа заготовок, отличающихся только размерами при тождественной форме.
Проектирование технологии групповой обработки
Групповое производство – форма организации дискретных производственных процессов, основой которой является целевая подетальная (предметная) специализация участков и цехов и унифицированная групповая (типовая) форма организации технологического процесса.
Создаются подетально-групповые цеха, участки, групповые поточные линии. Цеха (участки) организуются по принципу конструктивно-технологического подобия изготовляемых деталей независимо от того, на какое изделие они идут.
При групповой обработке под классом понимается совокупность деталей, характеризуемая общностью типа оборудования, необходимого для получения или обработки заготовки в целом или отдельных ее поверхностей. Создание классов – предварительный этап подготовки, основная задача – формирование групп.
Основной признак для объединения заготовок в группы по отдельным технологическим операциям является общность обрабатываемых поверхностей или их сочетаний.
При формировании группы заготовок учитываются следующие признаки: общность элементов конфигурации заготовки (общность поверхностей, подлежащих обработке), качество поверхности, точность, однородность исходной заготовки и материала, общность инструмента, близость размеров, сравнимая серийность и трудоемкость их обработки по существующей программе.
Групповая обработка может ограничиваться групповыми операциями и в целом, включая операции поточных линий.
Проектирование групповых операций
Групповая технологическая операция – общая для группы, выполняемая с определенной групповой оснасткой, обеспечивающей обработку заготовки на данном оборудовании.
Групповой технологический процесс – совокупность групповых технологических операций, обеспечивающих обработку различных заготовок группы по общему технологическому маршруту (ГОСТ 14.316-75).
При построении отдельных групповых операций группой называется совокупность заготовок, характеризуемая общностью оборудования, технологической оснастки и технологических переходов.
Значение групповой обработки:
1) Повышается производительность обработки за счет организации производства по принципу серийного,
2) Сокращение сроков технической подготовки производства и освоения новых производств,
3) Упрощение проектирования оснастки,
4) Облегчение модернизации оборудования,
5) Повышение технологичности (использование типажей),
6) Создание гибкости в производстве.
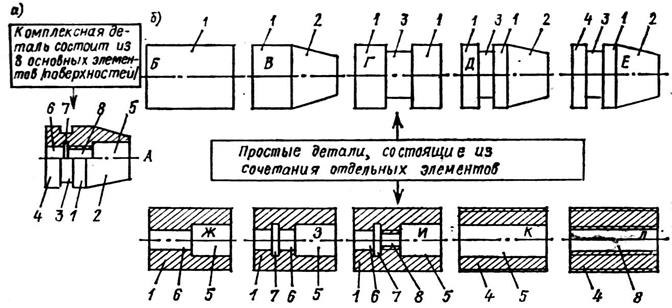
Создание комплексной заготовки:
а) комплексная заготовка, включающая в себя все элементы простых заготовок,
б) простые заготовки, состоящие из сочетаний простых элементов.
Практическое осуществление групповой обработки заготовок в условиях единичного и мелкосерийного производства связано с необходимостью преодоления серьезных трудностей организации оперативного планирования. Практическое применение групповой обработки требует предварительной проработки вопросов организации и планирования производства, расчета необходимых межоперационных заделов, определения целесообразных размеров партий обрабатываемых заготовок.
Подготовку группового производства необходимо производить совместными усилиями технологов, конструкторов, экономистов, работников планово-производственных служб.
Типизация технологических процессов и групповая обработка заготовок, представляющих собой прогрессивные методы унификации технологических процессов, позволяющие перенести высокопроизводительные методы массового производства в условия серийного
Дата добавления: 2016-09-06; просмотров: 5081;
Поиск по сайту
Узнать еще
- Автоматизация составления технического задания и технической концепции на проектирование (подбор) муфты
- Автоматическое регулирование непрерывных процессов.
- АВТОНОМНАЯ САМОРЕГУЛЯЦИЯ ФЕРМЕНТАТИВНЫХ ПРОЦЕССОВ
- Алгоритм программы расчета технико-технологических параметров процесса цементирования на ПЭВМ
- Анализ вариабельности технологических систем(ТС).
- Анализ выходных процессов
- Анализ выходных процессов
- Анализ динамических процессов систем управления

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
