Технологические процессы массового производства
Массовое производство строится по принципам полной взаимозаменяемости деталей и узлов машин за исключением методов индивидуальной пригонки.
Поточная организация производства – это форма организации производства, характеризуемая расположением средств технологического оснащения в последовательности выполнения операций технологического процесса и специализации рабочих мест.
Пример – организация производств предприятиях автомобильной промышленности.
Особенности выбора технологических баз и простановки размеров на чертежах
Полностью исключают пробные проходы. Для точного выполнения линейных размеров (например, валы) необходимо обеспечить точную ориентировку обрабатываемой заготовки в осевом направлении. В массовом производстве ступенчатые заготовки вращения с точными линейными размерами центруют на определенную глубину от торца, контролируемую специальными калибрами.
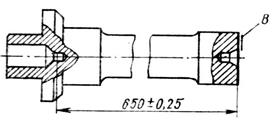 От торца могут быть проставлены все линейные размеры, выдерживаемые при обработке заготовок, установленных в центрах. Максимальная точность выполнения линейных размеров может быть достигнута (до IТ6) только при условии максимально возможного выполнения принципа постоянства технологических баз на всех или почти на всех операциях механической обработки.
От торца могут быть проставлены все линейные размеры, выдерживаемые при обработке заготовок, установленных в центрах. Максимальная точность выполнения линейных размеров может быть достигнута (до IТ6) только при условии максимально возможного выполнения принципа постоянства технологических баз на всех или почти на всех операциях механической обработки.
Одной из характерных особенностей массового производства является широкое применение операций высокой концентрации, при которых одновременно обрабатывают большое количество поверхностей заготовок специальными фасонными инструментами, наборами режущих инструментов, устанавливаемых в общих шпинделях, а также параллельно обрабатывают различные поверхности заготовок инструментами, закрепленными в разных шпинделях или суппортах станков, и совмещают параллельную и последовательную обработку различных поверхностей заготовки при одном ее установе.
Концентрация обработки позволяет:
- повышать точность взаимного расположения обрабатываемых поверхностей за счет устранения влияния погрешности установки;
- возложить задачи обеспечения точности взаимного расположения обрабатываемых поверхностей на рабочего инструментального производства (высокой квалификации);
- выполнить размеры, проставленные непосредственно от конструкторских баз или от баз, используемых при сборке;
- значительно сократить Тосн. за счет его совмещения и сократить Тв на установку и снятие заготовки с приспособления благодаря уменьшению общего количества установов;
- повысить производительность обработки.
Важно разделять операции на черновые и чистовые по причинам:
- снятие большого припуска при черновой обработке дает повышение температуры, что снижает точность;
- на черновой операции происходит удаление наиболее измененного поверхностного слоя;
- на чистовой операции при минимальном припуске – минимальные усилия резания;
- после черновой обработки происходит стабилизация припуска под чистовую;
- чистовую обработку выполняют на наиболее точном оборудовании.
Дата добавления: 2016-09-06; просмотров: 4586;
Поиск по сайту
Узнать еще
- I.1.3 ТЕРМОДИНАМИЧЕСКИЙ ПРОЦЕСС. ИЗОПРОЦЕССЫ
- II. Технология производства ДСП. Шлифованное ДСП.
- V. Новообразования (доброкачественные и злокачественные) и диспласти-ческие (опухолевые) процессы.
- XIX. ХОЛОДИЛЬНЫЕ ПРОЦЕССЫ
- А- технологические этапы изготовления
- Автогенетические процессы и половой отбор
- Автоматизация технологической подготовки производства
- АГРОТЕХНОЛОГИЧЕСКИЕ ОСОБЕННОСТИ ВОЗДЕЛЫВАНИЯ КОРНЕПЛОДОВ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
