Сварка титановых сплавов
Основными трудностями сварки титановых сплавов являются высокая химическая активность металла при повышенных температурах и особенно в расплавленном состоянии, склонность к росту зерна при нагреве до 330-350 °С и выше, а также повышенная склонность к образованию холодных трещин при повышении содержания в шве и околошовной зоне примесей газов, в особенности водорода. Перечисленные трудности устраняются при сварке с минимальными значениями погонной энергии, обеспечиваемыми такими высококонцентрированными источниками энергии, как лазерный и электронный лучи.
Необходима тщательная подготовка кромок под сварку, включая механическую обработку или дробеструйную, пескоструйную с последующим химическим травлением, осветлением и промывкой.
Существенно влияет на свойства сварных соединений качество защиты поверхности, корня шва, остывающих участков шва и околошовной зоны до 400-500 °С. Для защиты поверхности шва и плазмоподавления в зоне лазерного воздействия используется гелий высокой чистоты с ориентировочным расходом 10-12 л/мин. Для защиты остывающей поверхности шва и корня можно применять аргон повышенной чистоты с ориентировочным расходом для корня шва 4-5 л/мин и для поверхности шва 15-18 л/мин.
Режимы лазерной сварки выбираются из условий обеспечения качественного формирования, необходимой геометрии шва. предотвращения образования холодных трещин и создания наиболее благоприятных структур в шве и околошовной зоне (табл. 5). Повышенные механические свойства сварных соединений, выполненных лазерной сваркой (табл. 6), связаны с высокой скоростью процесса и соответственно с высокими скоростями охлаждения металла шва и околошовной зоны, составляющими в полиморфной области 400-600 °С/с по сравнению с 20-25°С/с при дуговой сварке. Это приводит к повышению дисперсности металла шва в три-четыре раза, а также значительному измельчению зерна в околошовной зоне.
Таблица 5
Режимы лазерной сварки титановых сплавов
| Сплав | Толщина мм | Р, кВт | Vсв, м/ч | F, мм |
| ВТ6 | 3,0 | 3,0 | ||
| 5,0 | 4,0 | |||
| ВТ28 | 2,0 | 4,0 | ||
| 3,0 | 3,3 | |||
| ПТЗВ | 4,0 | 4,0 | ||
| 5,0 | 4,0 |
Таблица 6
Механический свойства сварных стыковых соединения из титанового сплава, полученных разными способами
| Сварка | Pв, Н/мм2 | P-1, Н/мм2 | KCU, Дж/см2 | |
| шва | ЗТВ* | |||
| Аргонодуговая | ||||
| Электронно-лучевая | ||||
| Лазерная | ||||
| Основной металл |
* - Зона термического влияния.
Cutting Data
6.0 Millimeters Aluminum
| 1500 Watts - 16 inches/min. Mode: Continuous Wave | ||
| Feedrate:0.4 meters/min., 16 inches/min. | ||
| ||
| LensFL: 5 inches | Assist Gas: Air/Nitrogen Pressure: 12 Bar, 180 PSI | |
| Focal Point Standoff: -1mm | Nozzle Standoff: 0.7mm | |
| Nozzle Diameter: 1.8mm | ||
| 2.0 Millimeters Stainless 1500 Watts - 98 inches/min. Mode: Continuous Wave | ||
| Feedrate:2.5 meters/min., 98 inches/min. | ||
|
| ||
| LensFL: 5 inches | Assist Gas: Nitrogen Pressure: 10 Bar, 150 PSI | |
| Focal Point Standoff: -1mm | Nozzle Standoff: 1mm | |
| Nozzle Diameter: 2mm |
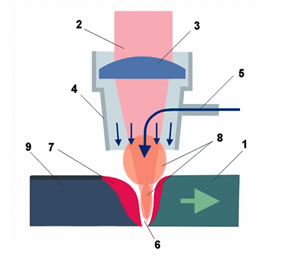

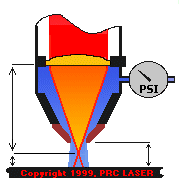
Рис.7. Физические процессы при лазерной сварке металла а) и фотография реального процесса сварки б)
1 - проплавляемый металл, 2 - лазерный пучок, 3 - фокусирующая линза, 4 - сопло с потоком защитного газа, 5 - подача защитного газа (He+Ar), 6 - парогазовый канал в металле, 7 - кристаллизационная ванна жидкого металла, 8 - лазерная плазма (приповерхностная и внутриканальная), 9 - кристаллизовавшийся металл шва.
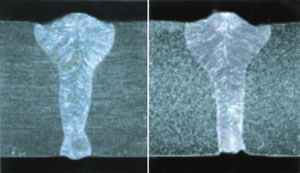
Рис.8. Внешний вид образца, сваренного лазерной сваркой и характерные шлифы сварного соединения (толщина металла 10 мм).
Дата добавления: 2016-08-06; просмотров: 1622;
Поиск по сайту
Узнать еще
- II. Сварка металлов
- Uобразная проба для определения жидкотекучести литейных сплавов.
- Автоматическая дуговая сварка под флюсом
- Автоматическая дуговая сварка.
- Автоматическая сварка под слоем флюса
- Автоматическая сварка под флюсом
- Автоматическая сварка под флюсом.
- Адсорбция полимеров из растворов смесей полимеров и их расплавов

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
