Восстановление прессформ
Ряд проблем инструментального производства, связанных с ремонтом и изготовлением технологической оснастки, могут быть успешно решены с использованием лазерных технологий - лазерной сварки, наплавки (подварки), термообработки, разметки и маркировки, прошивки отверстий.
Трудоемкость ремонта при изготовлении и восстановления изношенных пресс-форм, технологической оснастки составляет значительный объем в трудозатратах инструментального производства. Различного рода дефекты, которые возникают в процессе изготовления и эксплуатации технологической оснастки могут успешно устраняться с помощью технологии импульсной лазерной подварки. К такого рода дефектам можно отнести задиры, глубокие царапины, забоины, запилы, поры, раковины, трещины. Устранение данных дефектов традиционным методам подварки например, штучными электродами трудоемко и дорогостояще, так как после наплавки и термообработки геометрические размеры могут выйти за поле допуска. Технология лазерной наплавки (подварки) позволяет исключить этот недостаток, сохранить геометрические размеры подвариваемой детали в поле допуска, даже если они составляют несколько микрон. Твердость в зоне наплавки (подварки) остается на уровне твердости основного материала, а последующая механическая обработка места дефекта сводится к минимуму.
Следует отметить, что время, необходимое для устранения дефекта с помощью лазерной наплавки (подварки) составляет от нескольких секунд до нескольких десятков минут в зависимости от геометрических размеров дефекта и энергетики луча лазера.
Технологический процесс лазерной наплавки (подварки) представляет собой одновременный подвод к месту дефекта лазерного излучения и присадочной проволоки (рис. 1).
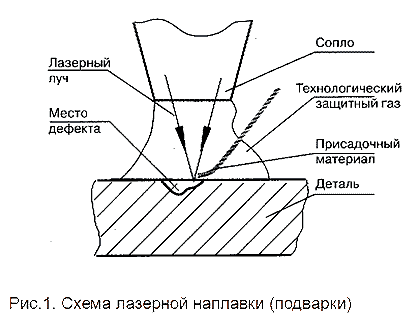 Присадочный материал, расплавляясь, заполняет место дефекта. Для предотвращения окисления места дефекта подварка ведется в среде защитных газов, например, аргона. После лазерной наплавки (подварки) требуется минимальная, по сравнению с традиционным методом подварки штучными электродами, механическая обработка.
Высокая точность наведения лазерного луча на место дефекта, локальность действия лазерного излучения позволяет исправить строго определенные участки дефектных деталей. Кратковременность протекания процесса (длительность импульса составляет несколько милисекунд), а также точная дозировка энергии обеспечивает минимальные зоны термического влияния и отсутствие поводок. Лазерная наплавка (подварка) позволяет значительно снизить трудоемкость и себестоимость ремонта, за счет исключения предварительного подогрева, последующей термообработки, снятия и нанесения хромистого покрытия, а также значительного уменьшения объема последующей механообработки.
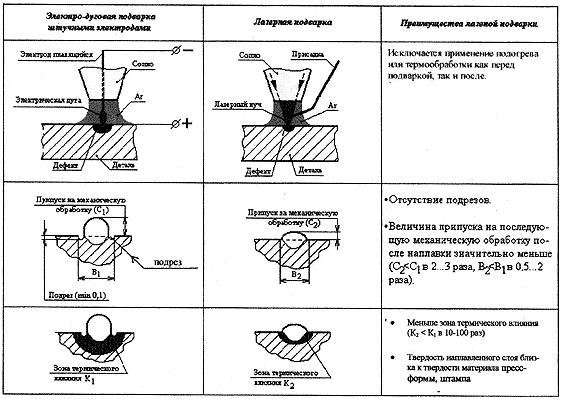
Основные преимущества технологии лазерной подварки по сравнению с электродуговой подваркой штучными электродами показана в таблице №1.
Присадочный материал, расплавляясь, заполняет место дефекта. Для предотвращения окисления места дефекта подварка ведется в среде защитных газов, например, аргона. После лазерной наплавки (подварки) требуется минимальная, по сравнению с традиционным методом подварки штучными электродами, механическая обработка.
Высокая точность наведения лазерного луча на место дефекта, локальность действия лазерного излучения позволяет исправить строго определенные участки дефектных деталей. Кратковременность протекания процесса (длительность импульса составляет несколько милисекунд), а также точная дозировка энергии обеспечивает минимальные зоны термического влияния и отсутствие поводок. Лазерная наплавка (подварка) позволяет значительно снизить трудоемкость и себестоимость ремонта, за счет исключения предварительного подогрева, последующей термообработки, снятия и нанесения хромистого покрытия, а также значительного уменьшения объема последующей механообработки.
Основные преимущества технологии лазерной подварки по сравнению с электродуговой подваркой штучными электродами показана в таблице №1.
 В разработанных технологиях лазерной подварки наиболее существенным недостатком, до последнего времени, являлось только прямолинейное распространение луча лазера. Поэтому ремонт оснастки сложной геометрической конфигурации зачастую становился невозможным, так как не обеспечивался подвод лазерного луча к месту дефекта. Для устранения этого недостатка разработана система доставки лазерного луча к месту дефекта на основе световолоконной оптики. Длина световода позволяет обрабатывать крупногабаритные прессформы имеющие геометрические размеры в несколько метров.
С помощью разработанной технологии импульсной лазерной подварки выполняются следующие виды работы:
- восстановление кромок рабочих поверхностей пресс-форм и штамповой оснастки при случайном их занижении при механической обработке; - восстановление площадок заниженных рабочих поверхностей; - ремонт поверхностных трещин глубиной до 3 мм; - ремонт образующихся подрезов после наплавки штучными электродами; - подварка мест проб на твердость по Роквеллу; - подварка задиров, сколов, забоин, раковин, пор; - восстановление изношенных поверхностей штампов и пресс-форм, например, мест адгезионного схватывания; - сварка калибров, мерительных скоб сложных конфигураций, прошедших предварительную цементацию.
В разработанных технологиях лазерной подварки наиболее существенным недостатком, до последнего времени, являлось только прямолинейное распространение луча лазера. Поэтому ремонт оснастки сложной геометрической конфигурации зачастую становился невозможным, так как не обеспечивался подвод лазерного луча к месту дефекта. Для устранения этого недостатка разработана система доставки лазерного луча к месту дефекта на основе световолоконной оптики. Длина световода позволяет обрабатывать крупногабаритные прессформы имеющие геометрические размеры в несколько метров.
С помощью разработанной технологии импульсной лазерной подварки выполняются следующие виды работы:
- восстановление кромок рабочих поверхностей пресс-форм и штамповой оснастки при случайном их занижении при механической обработке; - восстановление площадок заниженных рабочих поверхностей; - ремонт поверхностных трещин глубиной до 3 мм; - ремонт образующихся подрезов после наплавки штучными электродами; - подварка мест проб на твердость по Роквеллу; - подварка задиров, сколов, забоин, раковин, пор; - восстановление изношенных поверхностей штампов и пресс-форм, например, мест адгезионного схватывания; - сварка калибров, мерительных скоб сложных конфигураций, прошедших предварительную цементацию.
|
Лазерный луч обеспечивает ряд способов соединия металлов: можно соединять части на поверхности или производить глубокую сварку. Можно объединить с обычными сварочными методами и, дополнительно, использоваться для спаивания.
Материалы с высокой точкой плавления также как и с высокой теплопроводностью могут быть сварены, используя лазер. Из-за маленького объема расплавленного материала и короткого, управляемого времени плавления, некоторые материалы могут быть соединены, которые иначе не могут быть сварены. Материалы присадки могут использоваться, если необходимо. Даже, когда сварка шва ведется непрерывным лазерным лучом, зона теплового воздействия и полного нагревания - все же значительно меньше, чем дуговой или плазменной сваркой. Доставляемая энергия может хорошо контролироваться, регулироваться и поддерживаться или точно управляться.
Дата добавления: 2016-08-06; просмотров: 2580;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
