Методика разработки операционного технологического процесса механической обработки
Разработка технологического процесса механической обработки является одной из основных задач курсового проекта, от которой зависят многие технико-экономические показатели по обеспечению качества и снижения себестоимости выпускаемой продукции. Каждый разрабатываемый технологический процесс должен обеспечить быструю подготовку производства по выпуску определенного изделия с самыми минимальными трудовыми и материальными затратами.
Разработку технологического процесса необходимо вести с учетом типа производства и конкретных условий предприятия. Операционное описание содержания технологической операции следует применять в серийном и массовом производстве, а также в мелкосерийном и единичном производстве для станков с ЧПУ.
Порядок формирования записи содержания перехода условно выражается в виде следующего кода:
1) ключевое слово (зенкеровать, нарезать и т.д.);
2) наименование предметов производства, обрабатываемых поверхностей, конструктивных элементов (выточка, буртик, зуб и т.д.);
3) условное обозначение размеров и конструктивных элементов (d = ...; l = ...; r = . ..; R = ...; В = ...).
В записи операции или технологического перехода не рекомендуется указывать шероховатость обрабатываемых поверхностей.
Допускаются в текстовой записи информации сокращения слов и словосочетаний в соответствии с ГОСТ 3.1702 - 79. Дополнительная информация при записи операций и переходов выбирается разработчиком документов по ГОСТ 3.1702 - 79.
Запись информации и оформление документов следует выполнять в соответствии с классификатором технологических операций в машиностроении и приборостроении.
Для обработки резанием установлены коды 41 и 42.
Обработка резанием - код технологических операций 41:
4101 - агрегатная; 4102 - автоматно-линейная; 4103 - программно-комбинированная; 4104 - балансировочная; 4105 - опиловочная; 4106 - гайконарезная; 4107 - болтонарезная; 4108 - резьбонарезная; 4110 - токарная; 4111 - токарно-револьверная; 4112 - автоматная токарная; 4113 - токарно-карусельная; 4114 - токарно-винторезная; 4115 - лоботокарная; 4116 - токарно-затыловочная; 4117 - токарно-копировальная; .4118 - специальная токарная; 4120 - сверлильная; 4121 - вертикально-сверлильная; 4122 - горизонтально-сверлильная; 4123- радиально-сверлильная; 4124 - центровальная; 4130 - шлифовальная; 4131 -. круглошлифовальная; 4132 - внутришлифовальная; 4133 - плоскошлифовальная; 4134 - бесцентрово-шлифовальная; 4135 - резьбошлифовальная;4136 - координатно-шлифовальная; 4137 - обдирочно-шлифовальная; 4138 - ленточно-шлифовальная; 4139 - шлифовально-затыловочная; 4141 - заточная; 4142 - специальная шлифовальная; 4150-зубообрабатывающая; 4151 -зубошлифовальная; 4162 - зубодолбежная; 4153 - зубофрезерная; 4154 - зубострогальная; 4155 - зубопротяжная; 4156- зубозакругляющая; 4357 - зубошевинговальная; 4158 - зубопритирочная; 4359 - зубоприрабатывающая; 4161 - зубообкатывающая; 4162 - специальная зубообрабатывающая; 4170 - строгальная; 4171 -продольно-строгальная; 4172 - поперечно-строгальная; 4175-долбежная; 4180-протяжная; 4181-горизонтально-протяжная; 4182 - вертикально-протяжная; 4190 - отделочная; 4191 - полировальная; 4192-хонинговальная; 4193 - суперфинишная; 4194 - доводочная; 4195-притирочная; 4196 - виброабразивная; 4197-шабровочная;
Обработка резанием - код технологических операций 42:
4220 - расточная; 4221 - горизонтально-расточная; 4222 - вертикально-расточная; 4223 - координатно-расточная; 4224 - алмазно-расточная; 4260 - фрезерная; 4261 - вертикально-фрезерная; 4262 - горизонтально-фрезерная; 4263 - продольно-фрезерная; 4264 - карусельно-фрезерная; 4265 - барабанно-фрезерная; 4266 - универсально-фрезерная; 4267 - копировально-фрезерная; 4268 - гравировально-фрезерная; 4269 - фрезерно-центровальная; 4272 - специальная фрезерная; 4280 - отрезная; 4281 - ножовочно-отрезная; 4282 - ленточно-отрезная.
4.11.Контрольные вопросы
1. Что является основной единицей нормирования технологического процесса?
2. Что такое установ?
3. Какое место в структуре технологического процесса занимает понятие "позиция"?
4. Как выбрать оборудование для осуществления технологической операции?
5. Какие формы записи операций существуют?
6. По какому принципу строится технологический процесс в единичном и мелкосерийном производстве и почему?
4.12.Пример выполнения работы:
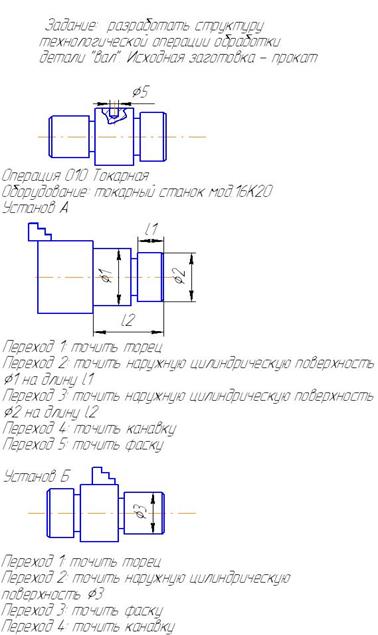
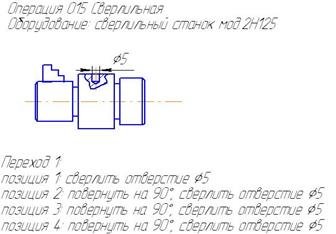
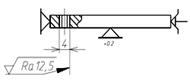
Таблица 20. Схематичное и условное изображение технологических эскизов
| Способ установки | Технологический эскиз | Условное обозначение |
| В трёхкулачковом самоцентри-рующем патроне с базированием по наружному диаметру подвижным люнетом, с поджатием вращающимся центром | 
| 
|
| В кондукторе с неподвижной и подвижной призмами, с эксцентровым зажимом | 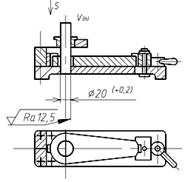
| 
|
| Дорнование отверстий в трубной решетке. В подставке-опоре на столе пресса | 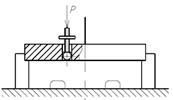
| |
| Двухпереходная штамповка днища. На вытяжную матрицу с фиксацией прижимным кольцом | 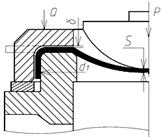
|
Согласно технологическим стандартам ГОСТ 3.1702-79 и ГОСТ 3.1703-79 название операции формулируется в соответствии с используемым для её выполнения технологическим оборудованием. Наиболее употребимые операции для типовых технологических процессов перечислены в табл. 1.
При записи операции допускается применять обобщенное или конкретное наименование. Обобщенное наименование операций следует применять для операций, состоящих из нескольких переходов. Например, "Слесарная" - включающая выполнение таких переходов, как "Размотка", "Керновка", "Опиловка".
Основные операции записываются с полным указанием установов, основных и вспомогательных переходов. Нумерация установов в каждой операции своя, переходы в каждом установе нумеруются, начиная с цифры 1. Например, "0С5. Заготовительная. Отрезать заготовку длиной 245 мм. 0I0. "Токарно-винторезная. Обработать деталь по чертежу, оставив припуски под шлифование. Установ А. Обточить правую сторону детали. 1-й переход. Закрепить заготовку в трехкулачковом патроне. 2 переход. Подрезать торец 5 и т.д. Последней должна быть контрольная операция с общим указанием:
"Проверить деталь по чертежу и техническим требованиям".
Примеры записи содержания переходов следует выполнять в соответствии с рекомендациями (табл.20).
Таблица 21. Запись перехода
| Полная | Сокращенная |
| Гнуть деталь, выдерживая размеры 1 и 2 | Гнуть деталь согласно эскизу |
| Нарезать резьбу, выдерживая размер 1 | Нарезать резьбу согласно чертежу |
| Развернуть отверстие 2, выдерживая шероховатость | Развернуть отверстие 2 согласно чертежу |
| Развальцевать поверхность 1, выдерживая размер 2 | Развальцевать поверхность 1 согласно чертежу |
| Установить деталь, выдерживая угол=15 градусам | Установить деталь согласно чертежу |
| Сверлить отверстие, выдерживая размеры 1 и 2 | Сверлить отверстие согласно чертежу |
| Опилить заготовку, выдерживая размеры 1, 2 и 3 | Опилить заготовку согласно эскизу |
Дата добавления: 2020-10-14; просмотров: 694;
Поиск по сайту
Узнать еще
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- I. Специфические особенности процесса воспитания в сравнении с процессом обучения.
- II. Порядок разработки, утверждения, внесения изменений в Инструкцию по делопроизводству
- II. Формализация процесса формирования математических моделей
- IX. ОСОБЕННОСТИ ПРОЦЕССА НАУЧНОГО ПОЗНАНИЯ
- XI. Требования к приему детей в дошкольные образовательные организации, режиму дня и организации воспитательно-образовательного процесса
- ІV. Короткий зміст питань, що виносяться на державний іспит з теоретико – методичних основ фізичного виховання (теорія та методика фізичного виховання).
- А. Составление схемы технологического процесса

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
