ОБРАБОТКА ТОРЦОВ И ЦЕНТРОВЫХ ОТВЕРСТИЙ
ЧЕРНОВАЯ ОБРАБОТКА
В единичном производстве торцы и центровые отверстия на исходной заготовке в зависимости от ее размеров обрабатывают за одну или две операции на токарном или фрезерном и сверлильном станках соответственно.
Заготовки некрупных шпинделей (длиной до 500 мм и диаметром до 100 мм) обрабатывают на универсальных токарных станках за два установа (рис. 4.6). Заготовку закрепляют в трехкулачковом самоцентрирующем патроне (ГОСТ 2675-80). Заготовки, полученные свободной ковкой и имеющие значительные (до 3 ... 5 мм) отклонения формы наружных поверхностей, могут быть закреплены в четырехкулачковом патроне с независимым перемещением кулачков (ГОСТ 3890-82). Подрезку торца осуществляют резцами, обработку центровых отверстий - центровочными сверлами, закрепленными в цанговом или трехкулачковом сверлильном патроне (ГОСТ 8522-79) и установленными в пиноль задней бабки токарного станка.
У заготовок более крупных шпинделей торцы обрабатывают на горизонтально-фрезерных станках за два установа, центровые отверстия обрабатывают на радиально-сверлильных станках также за два установа (рис. 4.6).
Возможна также обработка центровых отверстий на горизонтально-расточных станках. При необходимости после фрезерования торцов выполняют разметку центровых отверстий. В обоих случаях заготовку закрепляют в станочных самоцентрирующих тисках с призматическими губками (ГОСТ 21168-75.) или в обычных станочных тисках (ГОСТ 16518-96).
В серийном производстве торцы и центровые отверстия на исходной заготовке обрабатывают на фрезерно-центровальных станках-полуавтоматах за один установ (рис. 4.7).
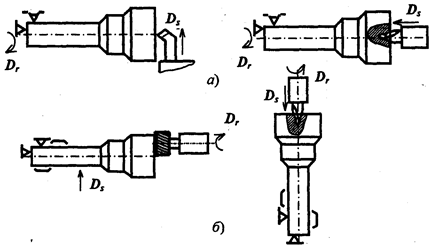
Рис. 4.6. Схема обработки торцов и центровых отверстий на универсальном токарном станке (а) и горизонтально-фрезерном и сверлильном станках (б)
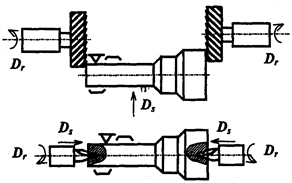
Рис. 4.7. Схема обработки торцов и центровых отверстий
Дата добавления: 2020-10-14; просмотров: 767;
Поиск по сайту
Узнать еще
- I этап – обработка протокола
- II. Предстерилизационная обработка.
- А. Первичная обработка исходной статистики
- АВТОМАТИЗИРОВАННАЯ ОБРАБОТКА ДАННЫХ В СЛУЖБЕ ПРИЕМА И РАЗМЕЩЕНИЯ
- Автоматизированная обработка информации.
- Автоматизированная обработка информации.
- Аналитическая обработка данных. Средства On-Line Analytic Processing (OLAP)
- Архивация, обработка и представление результатов

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
