Принцип единства баз
Под единством баз подразумевается совмещение измерительных и технологических баз при обработке заготовки.
Измерительная база (ИБ) служит для определения положения элементов конструкции заготовок и деталей. ИБ могут быть поверхности, оси, точки от которых производится отсчет и контроль координирующих размеров и величин пространственных отклонений конструктивных элементов.
Выполнение этого принципа актуально при обеспечении точности изготовления деталей методом настроенного оборудования, В случае использования метода ходов и промеров (последовательное приближение) этот принцип, а также принцип постоянства технологических баз может не соблюдаться.
Рассмотрим операцию обработки паза на горизонтально-фрезерном станке (Рис. .3.15.). Цель операции - обработка паза с обеспечением точности размеров паза и точности размеров, определяющих его положение на заготовке. В частности, положение дна паза может быть задано как от поверхности размером Б, так и от поверхности 2 размером С. Для удобства обработки может быть принята схема базирования, указанная на рисунке. Настройку положения фрезы целесообразно вести от настроечной базы приспособления, совпадающей с плоскостью, в которой расположены опорные точки 1,2,3, реализуемые опорными элементами приспособления Настроечным является размер Сн.
Вариант 1.
Положение дна паза определяется размерам Б. Измерительная база 1 не совпадает с технологической базой 2. Размер Б формируется как замыкающее звено размерной цепи
Б = А — СН,аего погрешность определяется суммой погрешностей составляющих звеньев:
ωБ = ωА+ωСн,
Вариант 2.
Положение дна паза задано размером С, Измерительная база 1 совпадает с технологической базой 1. Размер С формируется копированием размера Сн. В этом случае: ωС = ωСн.
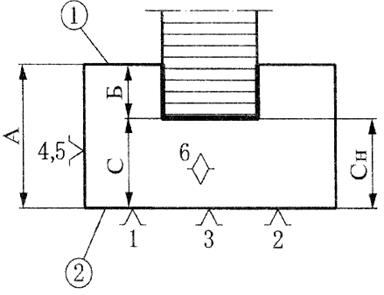
Рис.3.15. Фрезерование паза
В первом варианте при несовпадении измерительной и технологической баз погрешность ωБ размера Б увеличивается на величину погрешности ωА, связывающего базы. Возникает так называемая погрешность базирования εб в отношении размера Б: εбБ = ωА.
Погрешность базирования можно определить как разницу предельных расстояний между настроенными на размер формообразующими элементами инструмента и измерительной базой, положение которой формируется на предыдущей стадии изготовления заготовки.
Принцип единства баз формируется следующим образом:
При назначении технологических баз заготовки следует принимать в качестве технологических баз элементы детали являющиеся измерительными базами
В случае несоблюдения этого принципа возникает неточность изготовления в виде погрешности базирования εб в направлении координирующего размера или иного размерного параметра (расположение элементов заготовки) числовое значение которой равно погрешности размера (расположения), связывающего измерительную и технологическую базы
Следует отметить случайный характер погрешности базирования, т.к. закон распределения ее величины зависит от уровня точности достигнутого на этапе его формирования.
3.4.5.Принцип постоянства баз
Формулировка принципа:
При разработке технологического процесса необходимо стремиться к использованию одних, и тex же технологических баз (не считая черновых), не допуская смены технологических баз без особой необходимости.
Рассмотрим пример обработки детали, изображенной на рис.3.16. В призматической заготовке необходимо выполнить отверстие и уступ, координаты которых заданы размерами Б
и В
Вариант «а»
Обработка ведется за две технологические операции: сверлильная и фрезерная. На обеих технологической базой служит пов. 1 являющаяся измерительной для операционных размеров Б и Г, а его погрешность ωB= ωГ+ωБ.
Вариант "б".
На фрезерной операции произошла смена технологической базы пов. 1 на пов.2. Настройка фрезы происходит от пов.2, при этом выполняется размер Д. Размер Б формируется как
В =А-Д-Б, а его погрешность ωВ= ωА+ωД + ωБ .
Если принять погрешность настроечных размеров ωГ и ωД равными, то в сравнении вариантом "а" погрешность размера Б увеличивается на величину ωА связывающего сменяемые технологические базы
Анализ показывает, что наилучшим вариантом обеспечения точности размера В является вариант выполнения уступа с базированием по отверстию. В этом случае погрешность базирования не возникает, т. к. измерительная база совпадает с технологической.
Выполнение принципа постоянства баз в ряде случаев становится затруднительным из-за чрезмерного усложнения конструкции приспособления, реализующего теоретические схемы базирования. В этом случае смена баз должна сопровождаться установлением размерных взаимосвязей, расчетом увеличения погрешностей расположения обрабатываемых поверхностей и сравнением расчетных погрешностей с их допустимыми величинами.
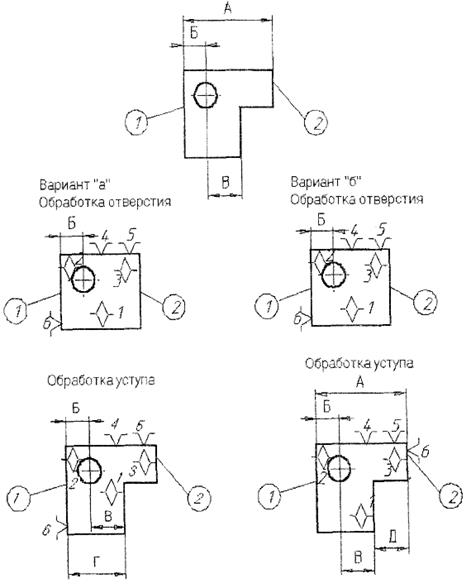
Рис. 3.16. Обработка детали: "а" - без смены баз; "б" - со сменой баз
Дата добавления: 2020-10-14; просмотров: 1480;
Поиск по сайту
Узнать еще
- D-дисплеи на базе ЖК
- I. Понятие о принципах обучения, их взаимосвязь.
- II. Базовые понятия музыкальной акустики
- III. Общий принцип сочетания методов в процессе обучения.
- III. Разработка базовых конкурентных стратегий и стратегий роста предприятия.
- III. Части речи и принципы их классификации
- IV. Критерии и принципы обеспечения безопасности
- IV. Основные принципы этикета государственного служащего

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
