Погрешность установки
Реализация теоретической схемы базирования и сохранение определенности базирования выполняется с помощью одного из важнейших элементов технологической оснастки - станочного приспособления. Так как само приспособление изготавливается и устанавливается относительно рабочих органов станка (инструментальных суппортов, шпинделей) с определенными погрешностями, то дополнительно к погрешности базирования εб, погрешности закрепления заготовки εз добавляется погрешность положения заготовки εпр вследствие неточности приспособления.
Как и предыдущие погрешности величина εпр характеризуется как разница предельных положений измерительной базы обрабатываемой заготовки, отсчитываемая в направлении выполняемого размера Измерительная база может занимать различное положение в приспособлении вследствие погрешностей изготовления и сборки установочных элементов εизг, их прогрессирующего износа εи и погрешности установки приспособления на станке εус.
При использовании одного приспособления εус, εизг представляют собой постоянные систематические величины. Составляющая εи характеризует изменение положения установочных элементов в результате их износа в процессе эксплуатации. По своему характеру εи является систематической переменной величиной. Эти погрешности могут бытъ частично или полностью устранены соответствующей настройкой станка на размер,
В случае использования при выполнении технологических операций нескольких одинаковых (приспособления - дублеры и приспособления - спутники) приспособлений, каждому из них присущи свои величины εизг, εи, εус. Погрешности приобретают случайный характер, в проектных расчетах рассеяние этих величин можно принять по нормальному закону распределения (Гаусса). При этом условии:
Компенсация этих погрешностей настройкой станка затруднительна. В результате выполнения этапа установки заготовки появляется погрешность установки как суммарное
поле рассеяния выполняемого размера
Из приведенной зависимости четко прослеживаются размерные связи заготовки, детали и приспособления, связи свойств материалов заготовки и приспособления, связи временные (изменение состояния опер приспособления), представляющие один из этапов технологического процесса изготовления детали — установку заготовки
Составляющие εб, εз, εпр часто сопоставимы по своим значениям. Уменьшение εз и εпр важно при точной обработке. Их анализ позволяет обосновать конструкцию приспособления и сформулировать технические требования на его изготовление.
В технологической документации сами станочные приспособления или их отдельные элементы (опоры, зажимы) изображаются с помощью условных обозначений по ГОСТ 3.1107-81 "Опоры, зажимы и установочные устройства. Графические обозначения''.
Типовые случаи теоретических схем базирования, их реализации и условных обозначений приспособлений приведены в [17]. Ниже представлены примеры
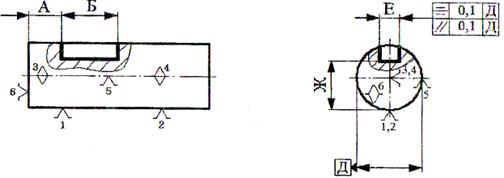
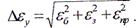
Рис. 3.20 Схема базирования вала на операции фрезерования шпоночного паза:
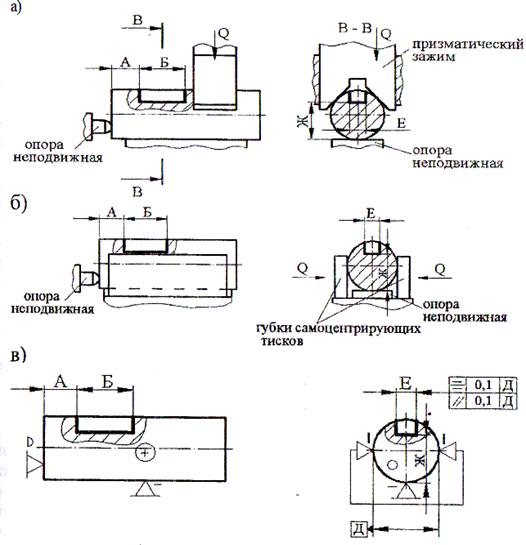
Рис. 3.21 Варианты установки вала:
а) с помощью призматического зажима;
б) в самоцентрирующих тисках;
в) схема установки вала в самоцентрирующих тисках
Реализация теоретической схемы базирования (Рис.3.20) возможна с помощью установки заготовки на неподвижную плоскую опору с упором в торец по двум вариантам:
— центрированием призматическим зажимом (Рис.3.21 а);
— центрированием с помощью самоцентрирующего устройства (РисЗ.21 б).
Вариант "б" предпочтительнее, так как здесь надежнее выполнение требований пространственного положения паза относительно цилиндрической поверхности "Д" благодаря более длинной базе приспособления, обеспечивающей положение оси заготовки. Однако устройство станочного приспособления усложняется. Поэтому с целью снижения затрат на оснастку иногда сознательно идут на нарушение правила единства баз (Рис.3.22. а)
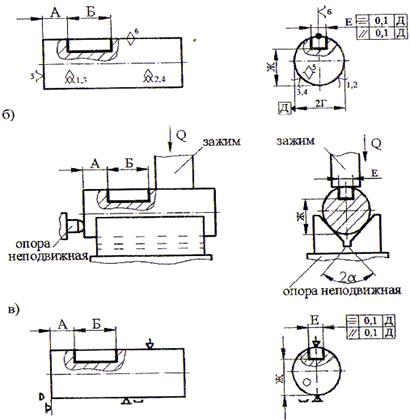
Рис.3.22 Установка вала с погрешностью базирования:
а) теоретическая схема базирования;
б) установка в призме;
в) изображение схемы установки на операционном эскизе.
Ha рис. 3.22 представлен вариант использования не плоской, а призматической опоры. В этом случае не обеспечивается единство баз при выполнении размера Ж, возникает погрешность базирования:
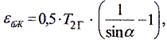
где Т2Г — допуск на диаметр 2Г базовой поверхности "Д" заготовки;
α - половина угла между базовыми поверхностями призмы. Обработка паза с установкой по этому варианту возможна в случае, если суммарная погрешность установки не превысит 30% от допуска на размер Ж. Оставшаяся часть поля допуска резервируется для остальных составляющих суммарной погрешности выполнения размера Ж
Дата добавления: 2020-10-14; просмотров: 837;
Поиск по сайту
Узнать еще
- III. Описание экспериментальной установки и метода измерения
- III. Описание экспериментальной установки и метода измерения
- III. Описание экспериментальной установки и метода измерения
- III. Описание экспериментальной установки и метода измерения
- III. Описание экспериментальной установки и метода измерения
- III. Описание экспериментальной установки и метода измерения
- III. Описание экспериментальной установки и метода измерения
- NPSH установки при работе на всасывание

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
