Корректировка состава электролита
В России принято оценивать состав электролита молярным соотношением основных компонентов криолита NaF/AlF3, которое называют криолитовым отношением (КО), которое определяет такие важные параметры электролита, как температуру его кристаллизации, растворимость глинозема, электропроводность и другие параметры. Следовательно, поддержание КО на заданном уровне - одна из основных задач технологического персонала.
Состав электролита не постоянен из-за расхода глинозёма, возгонки AlF3, образования и испарения HF и других процессов. Поэтому электролит необходимо периодически корректировать, добавлять глинозем и фториды. Количество добавляемых компонентов рассчитывают на массу электролита в ванне. Концентрация глинозема максимальна после обработки ванны и минимальна перед наступлением анодного эффекта. Для улучшения растворения и предотвращения образования осадков глинозем вводится АПГ небольшими порциями в прогретом виде, что способствует его обезвоживанию и снижает образование HF.
Трифторид алюминия насыпают на корку электролита и прикрывают глиноземом, который адсорбирует фтор, выделяющийся при возгонке AIF3 и погружают в электролит при очередной обработке ванны. Повышенное испарение трифторида алюминия является одной из главных причин загрязнения окружающей среды фторидами.
Для быстрого наплавленияэлектролита применяют вторичный криолит — флотационный и регенерированный, также используют фторированный глинозем, что упрощает корректировку электролита.
Выливка металла
В настоящее время единственным способом извлечения жидкого алюминия из ванны является вакуумная выливка. Применяемый вакуум-ковш (рис. 8.1) представляет собой герметичный стальной усеченный конус, футерованный изнутри огнеупорным материалом. На грузовой траверсе ковша крепится механизм его поворота. К мостовому крану ковш подвешивается через электронные весы с дисплеем, показывающим количество вылитого алюминия.
Заборная труба соединена с ковшом шаровой опорой, которая предотвращает до некоторой степени поломку носков при ударах. Разрежение в ковше создается вакуум-линией, с которой ковш соединяют шлангами. Емкость вакуум-ковшей 5 т, что позволяет проводить выливку металла из двух ванн, что дает заметное снижение нагрузки на мостовые краны, которые всегда загружены. Выливают металл раз в двое суток, перед началом выливки ковш прогревают.
За 5—10 мин до выливки пробивают корку электролита в установленном месте, проверяют состояние ванны, снимают пену, очищают подину от осадка и подгребают его к борту, замеряют уровни металла и электролита. Выливщик вводит вакуум-носок в лётку, подключает ковш к вакуум-линии. Уровень алюминия снижается и междуполюсное расстояние увеличивается. Возрастает напряжение вследствие роста сопротивления электролита. Поэтому одновременно с выливкой опускают анод с таким расчетом, чтобы напряжение все время не превышало нормального значения более чем на 0,2 В, сейчас эту функцию выполняет система АСУТП. Во время выливки следят за тем, чтобы анод опускался равномерно, не допускается его зависание на корке электролита и касание заборной трубы секций колокола во избежание ее прогорания. После выливки заданного количества металла отсоединяют шланг, вакуум-ковш транспортируют на средний проход, где снимают крышку, а ковш перевозят в литейное отделение.
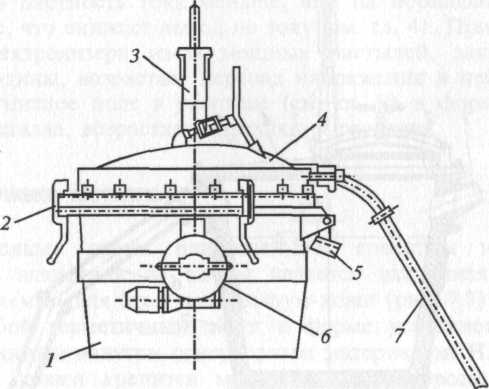
| Рисунок 8.1 - Вакуум-ковш со съемной крышкой. 1— корпус; 2— зажим; 3— грузовая траверса; 4— крышка; 5— откидной носок; 6— поворотный механизм; 7 — заборная труба с вакуум-носком. |
На мощных электролизерах ОА (255 кА и выше) алюминий выливают ежедневно специальными машинами с вакуум-ковшами ёмкостью 10 тонн с помощью инжекторно-вихревых насосов, работающих от сети сжатого воздуха. Вакуум-ковш с металлом транспортируют в литейное отделение.
После окончания выливки летку и обрушившиеся места корки электролита заделывают глиноземом, на электролизере устанавливают нормальное рабочее напряжение.
Дата добавления: 2020-06-09; просмотров: 859;
Поиск по сайту
Узнать еще
- Адсорбция твердым веществом из раствора электролита
- Анализ динамики состава и структуры имущества предприятия (активов) и капитала (пассивов)
- Анализ кадрового состава организации
- Анализ качественного состава работников
- Анализ размера, состава и структуры земельного фонда
- Анализ состава и динамики доходов и расходов
- Анализ состава популяции клеток
- Анализ состава, структуры, источников формирования капитала организации и эффективности его использования.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
