Сухари клапанов. Задачи и принцип работы
Задачи и принцип работы. Сухари клапанов предназначены для соединения тарелки пружины клапана с клапаном таким образом, чтобы пружина всегда удерживала клапан в требуемом положении.
Для стержней клапанов диаметром до 12,7 мм стандартом являются холодноштампованные сухари. Используются материалы качества CIO и/или SAE1010.
Сухари классифицируются по своему функциональному назначению следующим образом:
- Соединение с зажимом: создает фрикционное соединение между клапаном, сухарями и тарелкой пружины.
- Соединение без зажима: позволяет клапану свободно вращаться.
Соединение с зажимом. Сухари с зажимом передают усилие через фрикционное соединение. Для этого необходимо поддерживать небольшой зазор между двумя половинками сухарей. Поэтому используются сухари с углами конусности 14°, 15° и 10°. Сухари с меньшими углами конусности обеспечивают более интенсивное зажимное действие. Они особенно подходят для двигателей, работающих на очень высоких оборотах.
В случаях, когда соединение с зажимом подвергается значительным нагрузкам, рекомендуется использовать сухари с цементацией (480–610 HV 1) или азотированием (≥400 HV 1).
На рис. 7-146 показан пример установки сухарей с зажимом.
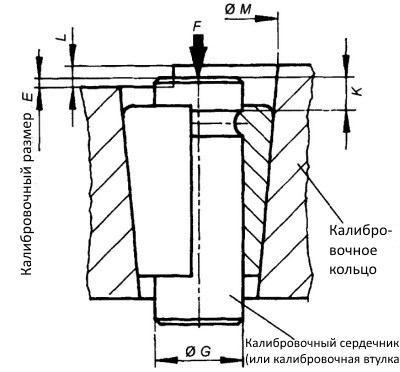
Рис. 7-146. Принцип установки сухарей с зажимом
Соединение без зажима. Соединение без зажима достигается за счет использования сухарей с углом конусности 14° 15'. Поскольку две половинки сухарей при установке соприкасаются друг с другом по плоским поверхностям, между ними и стержнем клапана образуется зазор.
Это позволяет клапану свободно вращаться в тарелке пружины. Вращение поддерживается за счет вибрации, эксцентричного контакта между коромыслом и торцом стержня клапана, а также за счет вращения толкателя клапана.
При использовании соединения без зажима осевые силы передаются через три или четыре выступа внутри сухарей. Поэтому цементация сухарей является обязательной. На рис. 7-147 показан пример установки сухарей без зажима.
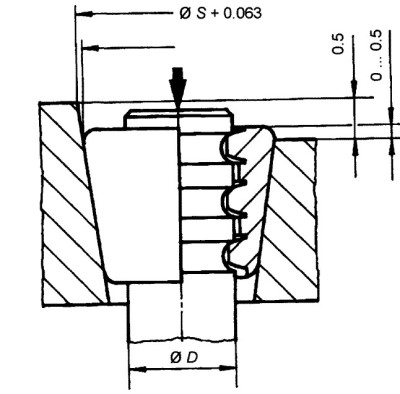
Рис. 7-147. Принцип установки сухарей с зазором для предотвращения зажима
Технологии изготовления. Сухари изготавливаются методом холодной штамповки из профилированной стальной ленты. Многощелевые сухари всегда подвергаются цементации и шлифовке на сопрягаемых поверхностях. Другие версии могут использоваться без упрочнения, с цементацией или азотированием, в зависимости от требований.
В процессе изготовления может потребоваться создание вогнутости на внешней поверхности сухарей (примерно на половине высоты) до 0,06 мм, в зависимости от конструкции. Внешняя поверхность никогда не должна быть выпуклой.
Для многощелевых сухарей с функцией свободного вращения правильный зазор между сухарями и стержнем клапана достигается за счет изготовления сухарей на 0,06 мм меньше номинального диаметра.
Коническая часть в тарелке пружины должна быть достаточно длинной, чтобы сухари не выступали за ее пределы при установке. Коническая поверхность ни в коем случае не должна быть выпуклой и должна служить базовой поверхностью для соблюдения размерных и позиционных допусков в тарелке пружины.
Дата добавления: 2025-02-25; просмотров: 413;
Поиск по сайту
Узнать еще
- Анемии. Определение и принципы классификации
- Арматурные работы. Общие указания
- Безопасность работы и методы установки подшипников
- Бетонные работы. Описание
- Вариометры. Принципиальная схема
- Гидроизоляционные работы. Консолидация оснований и бетона
- Главные приемы работы. Обработка пробок
- Демонстрация принципа передачи и воспроизведения изображения

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
