Влияние погрешности установки и базирования заготовки на станке или в приспособлении
По ГОСТ 21495-76 погрешностью базирования называется отклонение фактически допустимого положения заготовки или изделия при базировании от требуемого (номинального).
При работе на настроенном оборудовании погрешности базирования приводят и к погрешностям обработки. Практически, если учитывать неизбежность погрешностей размеров и формы поверхностей, используемых в качестве баз, погрешности базирования могут иметь при любом способе базирования. Обычно схемы базирования могут иметь место при любом способе базирования. Обычно схемы базирования идеализируют.
С учетом идеализации схем базирования погрешностью базирования называют погрешность размера, возникающую при несовмещении конструкторских (измерительных) и технологических баз.
Для каждого конкретного случая базирования необходим анализ, который позволит определить характер и конкретную величину погрешности базирования. Ниже показаны три варианта базирования цилиндрической детали (валика) при обработке шпоночного паза.
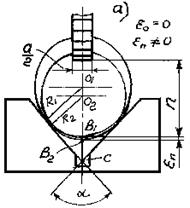
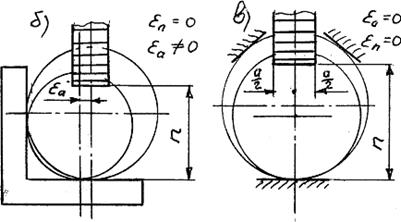
Рис. 4.1.
При установке вала в призму (случай а) и при симметрично установленной относительно оси призмы фрезе симметричность паза относительно оси детали будет выдержана независимо от колебания диаметра вала, т.е. погрешность базирования, приводящая к смещению паза  . Что же касается погрешности базирования по размеру n, то она, как это видно из чертежа, всегда будет иметь место, т.е.
. Что же касается погрешности базирования по размеру n, то она, как это видно из чертежа, всегда будет иметь место, т.е. 
При установке вала в "угол" призмы (случай б) отсутствует погрешность базирования по размеру n (  ), но возникает погрешность базирования, приводящая к смещению паза
), но возникает погрешность базирования, приводящая к смещению паза  . Можно предположить схему базирования (случай в), при котором
. Можно предположить схему базирования (случай в), при котором  и . Однако для осуществления такой схемы дуется сложное по конструкции приспособление.
и . Однако для осуществления такой схемы дуется сложное по конструкции приспособление.
Для случая "а" приводится расчет погрешности базирования:

Дата добавления: 2016-07-05; просмотров: 3243;
Поиск по сайту
Узнать еще
- B Убедитесь что звезды распредвалов должным образом точно выставлены до установки и затяжки болтов
- Base-5 или толстый Ethenet
- CIH — газораспределительный механизм с распределительным валом в головке блока цилиндров
- Cемейство Мотыльковые (Fabaceae, или Leguminosae)
- Cравнительная характеристика усилителей на БТ
- D-технология построения чертежа. Типовые объемные тела: призма, цилиндр, конус, сфера, тор, клин. Построение тел выдавливанием и вращением. Разрезы, сечения.
- II. Организация дезинфекционных и стерилизационных мероприятий в организациях, осуществляющих медицинскую деятельность
- IV. Влияние катализатора на скорость реакции

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
