Одновременная обработка нескольких деталей
В крупносерийном и массовом производстве следует обеспечивать возможность групповой обработки деталей по настроенной операции с установом заготовок в многоместных быстродействующих приспособлениях.
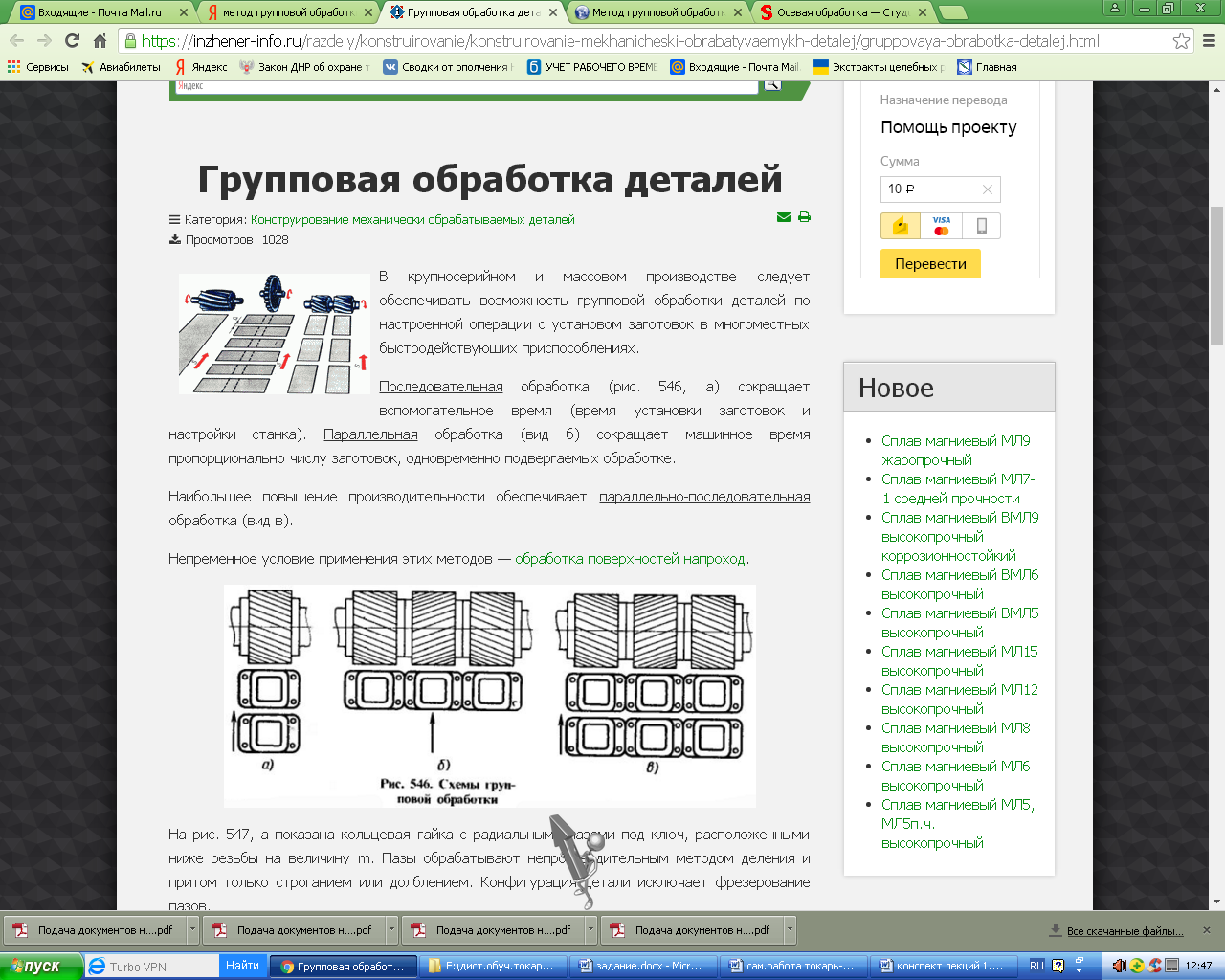
Последовательная обработка (рис. 546, а) сокращает вспомогательное время (время установки заготовок и настройки станка). Параллельная обработка (вид б) сокращает машинное время пропорционально числу заготовок, одновременно подвергаемых обработке.
Наибольшее повышение производительности обеспечивает параллельно-последовательная обработка (вид в).
Непременное условие применения этих методов — обработка поверхностей напроход.
На рис. 547, а показана кольцевая гайка с радиальными пазами под ключ, расположенными ниже резьбы на величину m. Пазы обрабатывают непроизводительным методом деления и притом только строганием или долблением. Конфигурация детали исключает фрезерование пазов.
В конструкции (б) пазы обрабатывают фрезерованием, но деталь по-прежнему не поддается групповой обработке. Расположение пазов выше резьбы на величину n (вид в) позволяет применить последовательную групповую обработку ряда гаек, установленных на оправке, методом обкатывания с помощью червячной фрезы.
Конструкция (г) проушины с пазом, профилированным по дуге окружности, приспособлена только для индивидуальной обработки. Прямой паз (вид д) дает возможность последовательной групповой обработки напроход.
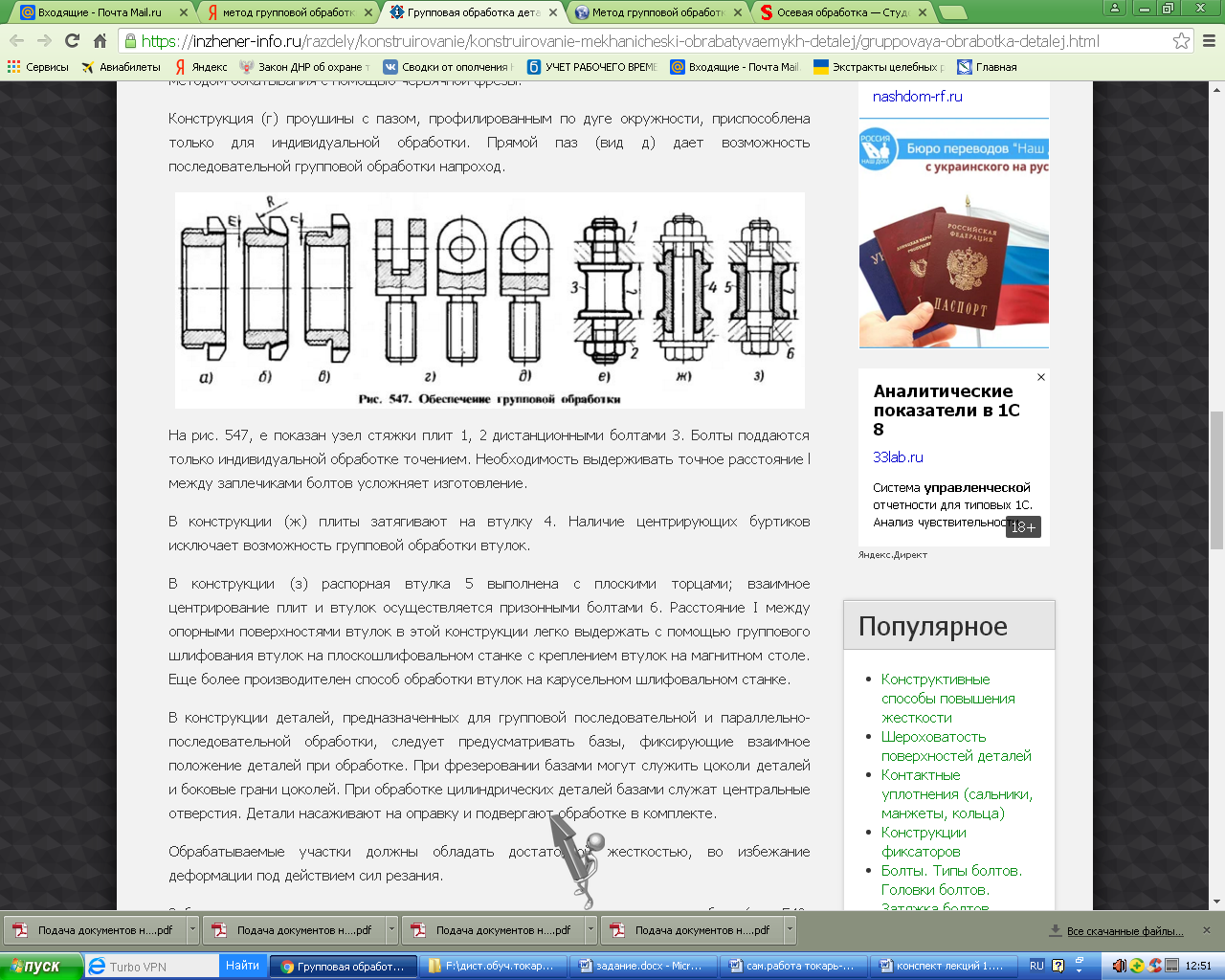
На рис. 547, е показан узел стяжки плит 1, 2 дистанционными болтами 3. Болты поддаются только индивидуальной обработке точением. Необходимость выдерживать точное расстояние l между заплечиками болтов усложняет изготовление.
В конструкции (ж) плиты затягивают на втулку 4. Наличие центрирующих буртиков исключает возможность групповой обработки втулок.
В конструкции (з) распорная втулка 5 выполнена с плоскими торцами; взаимное центрирование плит и втулок осуществляется призонными болтами 6. Расстояние I между опорными поверхностями втулок в этой конструкции легко выдержать с помощью группового шлифования втулок на плоскошлифовальном станке с креплением втулок на магнитном столе. Еще более производителен способ обработки втулок на карусельном шлифовальном станке.
В конструкции деталей, предназначенных для групповой последовательной и параллельно-последовательной обработки, следует предусматривать базы, фиксирующие взаимное положение деталей при обработке. При фрезеровании базами могут служить цоколи деталей и боковые грани цоколей. При обработке цилиндрических деталей базами служат центральные отверстия. Детали насаживают на оправку и подвергают обработке в комплекте.
Обрабатываемые участки должны обладать достаточной жесткостью, во избежание деформации под действием сил резания.
Зубчатое колесо с торцами ступицы, выступающими по отношению к торцам обода (рис. 548, а), не приспособлено для групповой обработки: зубчатые венцы при обработке фиксируются нежестко и могут деформировать и вибрировать под действием сил резания.
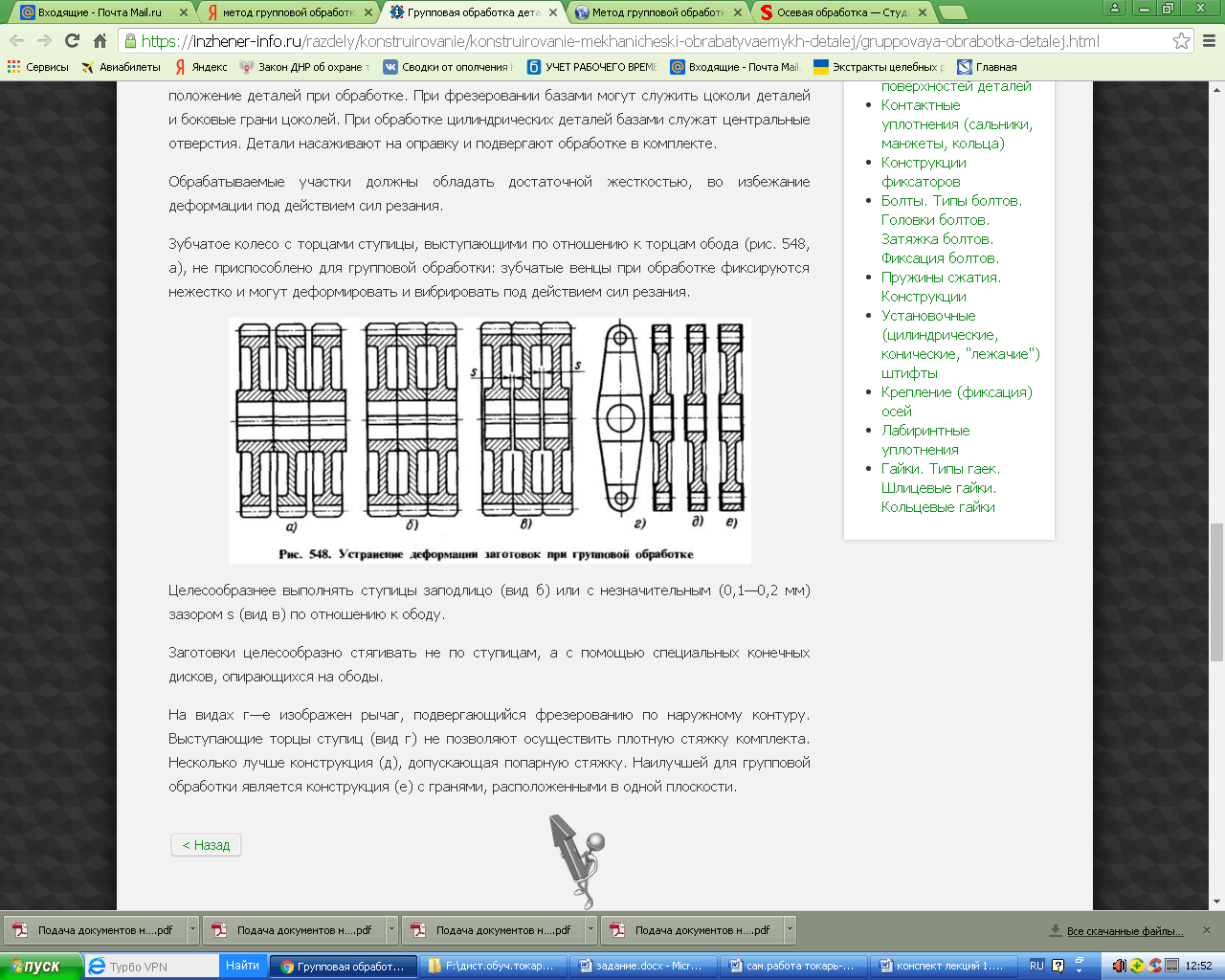
Целесообразнее выполнять ступицы заподлицо (вид б) или с незначительным (0,1—0,2 мм) зазором s (вид в) по отношению к ободу.
Заготовки целесообразно стягивать не по ступицам, а с помощью специальных конечных дисков, опирающихся на ободы.
На видах г—е изображен рычаг, подвергающийся фрезерованию по наружному контуру. Выступающие торцы ступиц (вид г) не позволяют осуществить плотную стяжку комплекта. Несколько лучше конструкция (д), допускающая попарную стяжку. Наилучшей для групповой обработки является конструкция (е) с гранями, расположенными в одной плоскости.
Дата добавления: 2020-05-20; просмотров: 961;
Поиск по сайту
Узнать еще
- I этап – обработка протокола
- II. Предстерилизационная обработка.
- А) нанесение осей и контуров здания; б, в) разметка и вычерчивание деталей фасада; г) нанесение размеров и оформление
- А) сетка координационных осей; б) привязка стен, разметка перегородок; в) вычерчивание деталей; г) нанесение размеров и оформление
- А. Первичная обработка исходной статистики
- АВТОМАТИЗИРОВАННАЯ ОБРАБОТКА ДАННЫХ В СЛУЖБЕ ПРИЕМА И РАЗМЕЩЕНИЯ
- Автоматизированная обработка информации.
- Автоматизированная обработка информации.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
