Способы обработки конических поверхностей
Конические поверхности можно обрабатывать несколькими способами: широким резцом, при повернутых верхних салазках суппорта, при смещенном корпусе задней бабки, с помощью копирно-конусной линейки и с помощью специальных копировальных приспособлений.
Обработка конусов широким резцом. Конические поверхности длиной 20—25 мм обрабатывают широким резцом (рис. 151,а). Для получения необходимого угла применяют установочный шаблон, который прикладывают к заготовке, а к его наклонной рабочей поверхности подводят резец. Затем шаблон убирают и резец подводят к заготовке (рис. 151,6). Обработка конусов при повернутых верхних салазках суппорта (рис. 152, а, б). Поворотная плита верхней части суппорта может поворачиваться относительно поперечных салазок суппорта в обе стороны; для этого нужно освободить гай-
Рис.1 ОБРАБОТКА КОНИЧЕСКОЙ ПОВЕРХНОСТИ КОНУСА ШИРОКИМ РЕЗЦОМ (а), УСТАНОВКА РЕЗЦА ПО ШАБЛОНУ (б)
|
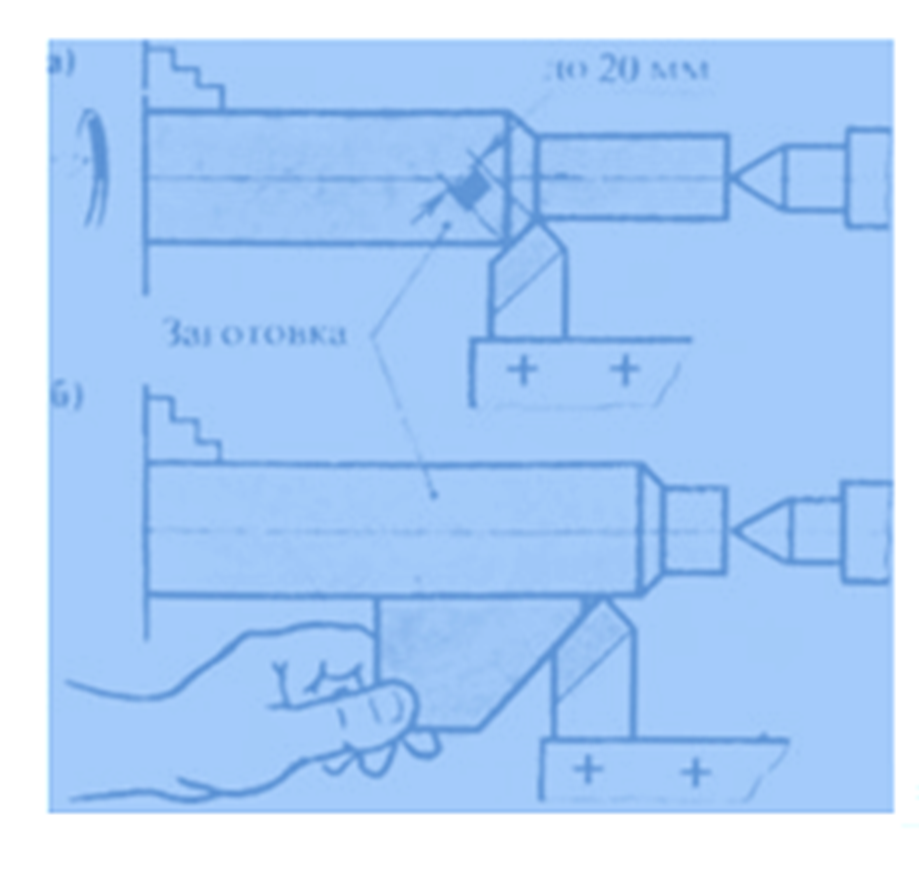
Рис.2 ОБРАБОТКА КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ (КОНУСОВ) ПРИ ПОВЕРНУТЫХ ВЕРХНИХ САЛАЗКАХ СУППОРТА:
А — обтачивание наружной поверхности, б — растачивание внутренней поверхности. а — угол уклона конуса
|
Ки винтов крепления ПЛИТЫ. Контроль угла поворота с точностью до одного градуса осуществляется по делениям поворотной плиты.
Достоинства способа: возможность обработки конусов с любым углом уклона; простота наладки станка. Недостатки способа: невозможность обработки длинных конических поверхностей, так как длина обработки ограничена длиной хода верхнего суппорта (например, у станка 1KG2 длина хода 180 мм); обтачивание производится ручной подачей, что снижает производительность и ухудшает качество обработки.
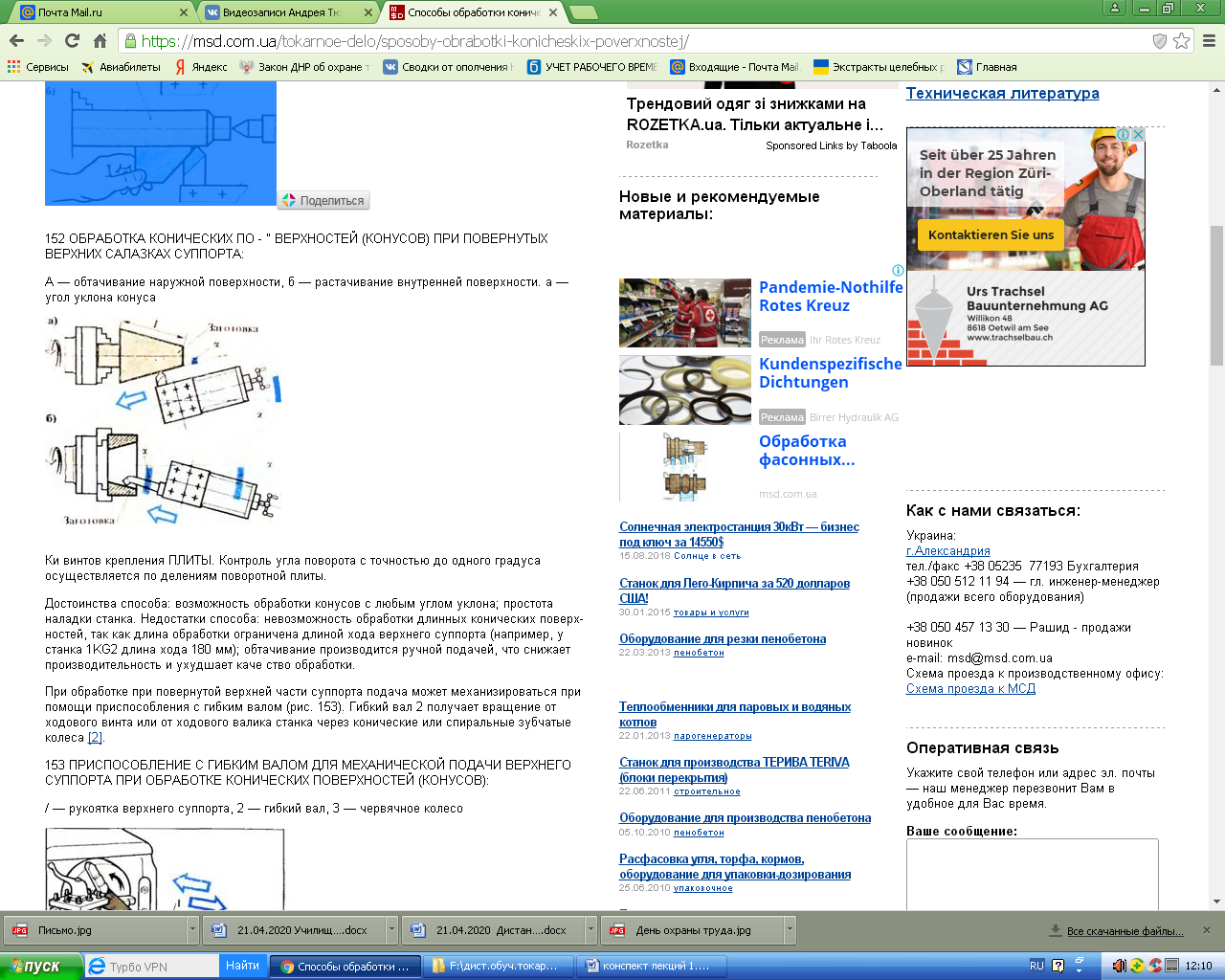
При обработке при повернутой верхней части суппорта подача может механизироваться при помощи приспособления с гибким валом (рис. 3). Гибкий вал 2 получает вращение от ходового винта или от ходового валика станка через конические или спиральные зубчатые колеса [2].
Рис.3 ПРИСПОСОБЛЕНИЕ С ГИБКИМ ВАЛОМ ДЛЯ МЕХАНИЧЕСКОЙ ПОДАЧИ ВЕРХНЕГО СУППОРТА ПРИ ОБРАБОТКЕ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ (КОНУСОВ):
/1 — рукоятка верхнего суппорта, 2 — гибкий вал, 3 — червячное колесо
|
(ІК620М, 163 и др.) с механизмом передачи вращения на винт верхней части суппорта. На таком станке независимо от угла поворота верхнего суппорта. можно получить автоматическую подачу.
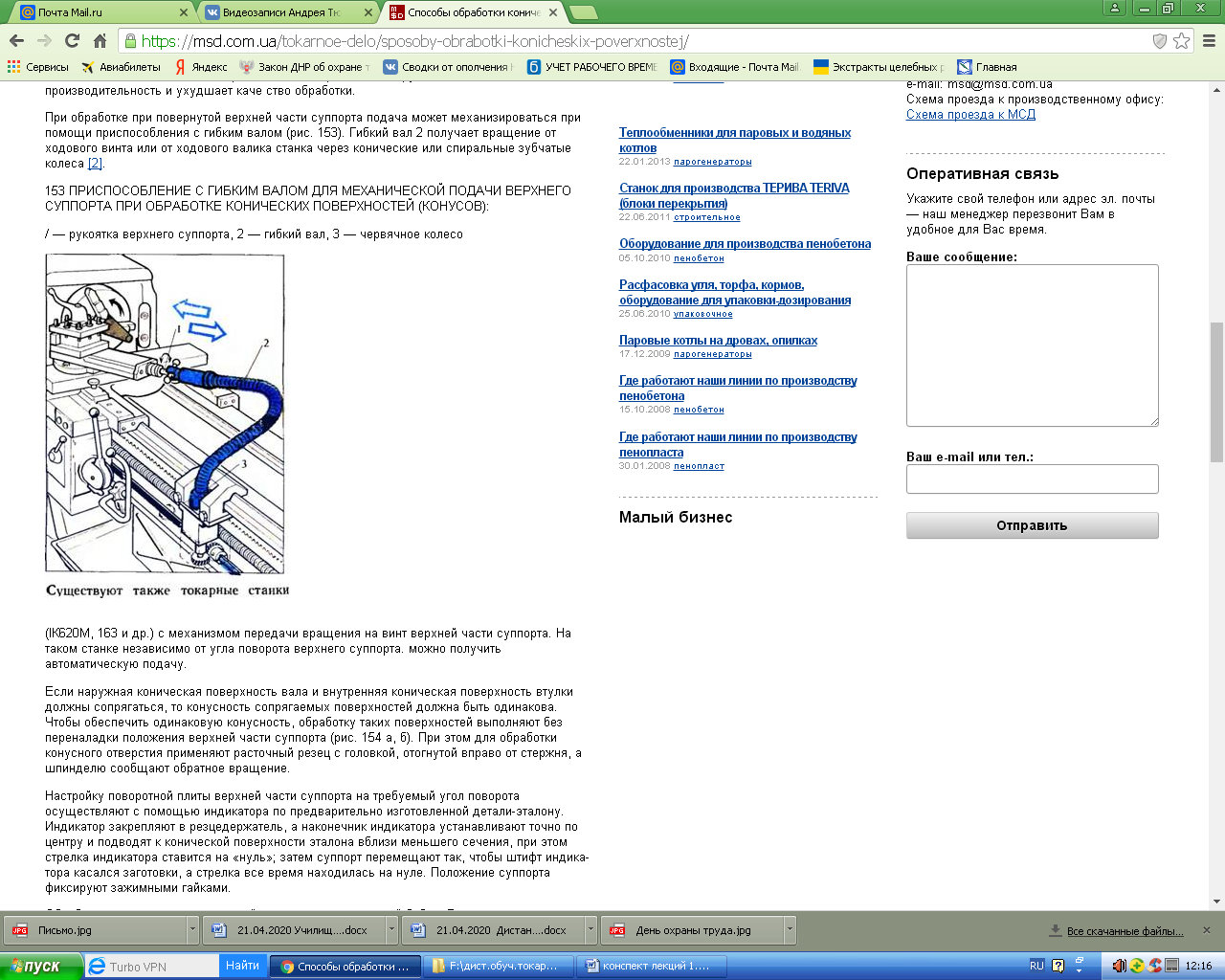
Если наружная коническая поверхность вала и внутренняя коническая поверхность втулки должны сопрягаться, то конусность сопрягаемых поверхностей должна быть одинакова. Чтобы обеспечить одинаковую конусность, обработку таких поверхностей выполняют без переналадки положения верхней части суппорта (рис.4 а, б). При этом для обработки конусного отверстия применяют расточный резец с головкой, отогнутой вправо от стержня, а шпинделю сообщают обратное вращение.
Настройку поворотной плиты верхней части суппорта на требуемый угол поворота осуществляют с помощью индикатора по предварительно изготовленной детали-эталону. Индикатор закрепляют в резцедержатель, а наконечник индикатора устанавливают точно по центру и подводят к конической поверхности эталона вблизи меньшего сечения, при этом стрелка индикатора ставится на «нуль»; затем суппорт перемещают так, чтобы штифт индикатора касался заготовки, а стрелка все время находилась на нуле. Положение суппорта фиксируют зажимными гайками.
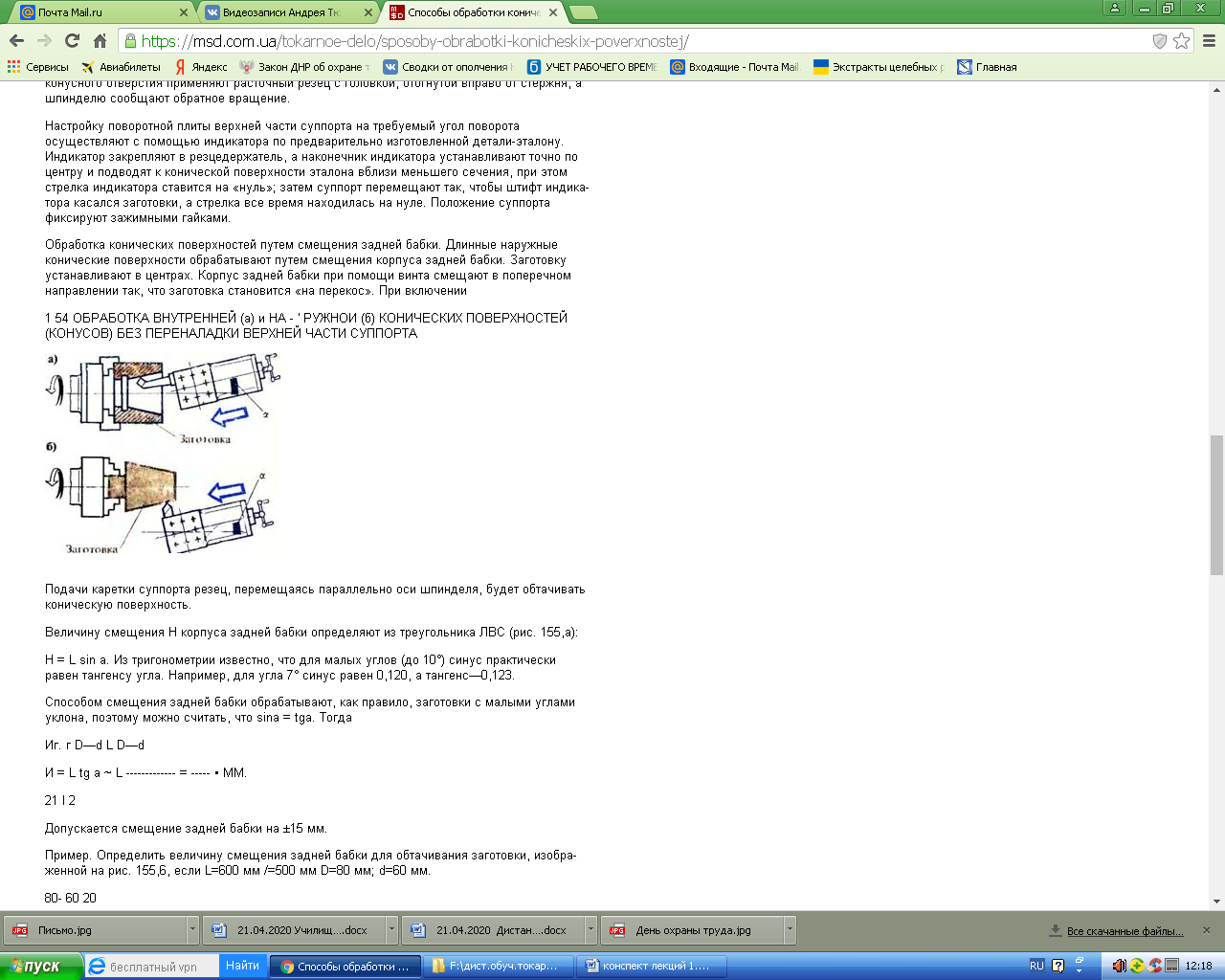
Обработка конических поверхностей путем смещения задней бабки. Длинные наружные конические поверхности обрабатывают путем смещения корпуса задней бабки. Заготовку устанавливают в центрах. Корпус задней бабки при помощи винта смещают в поперечном направлении так, что заготовка становится «на перекос». При включении подачи каретки суппорта резец, перемещаясь параллельно оси шпинделя, будет обтачивать коническую поверхность.
Рис. 4 ОБРАБОТКА ВНУТРЕННЕЙ (а) и НАРУЖНОИ (б) КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ (КОНУСОВ) БЕЗ ПЕРЕНАЛАДКИ ВЕРХНЕЙ ЧАСТИ СУППОРТА
|
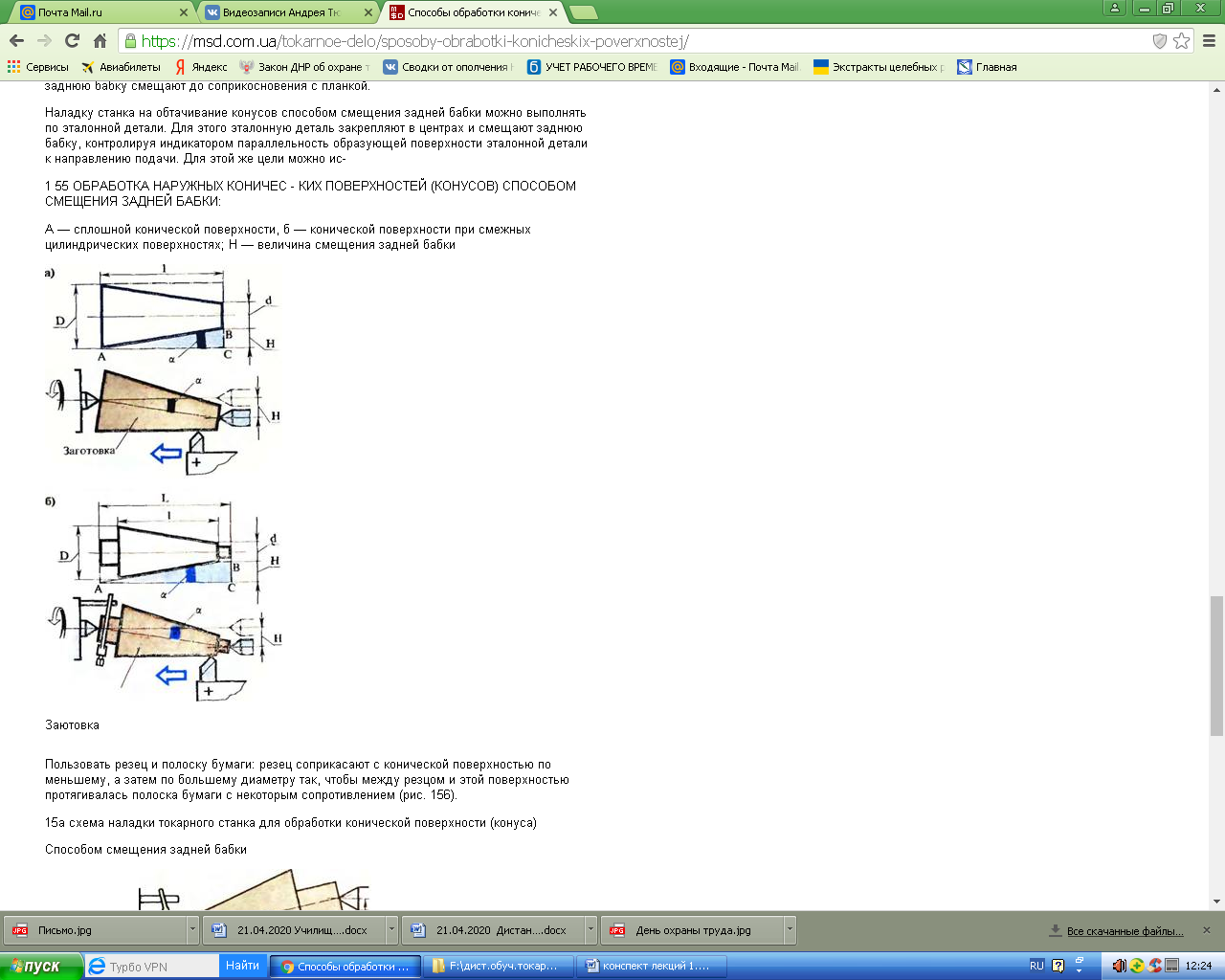
Величину смещения Н корпуса задней бабки определяют из треугольника АВС (рис. 5,а):
Н = L sin а. Из тригонометрии известно, что для малых углов (до 10°) синус практически равен тангенсу угла. Например, для угла 7° синус равен 0,120, а тангенс—0,123.
Способом смещения задней бабки обрабатывают, как правило, заготовки с малыми углами уклона, поэтому можно считать, что sina = tga. Тогда
Иг. г D—d L D—d
И = L tg а ~ L ------------- = ----- • ММ.
21 I 2
Допускается смещение задней бабки на ±15 мм.
Пример. Определить величину смещения задней бабки для обтачивания заготовки, изображенной на рис. 5,6, если L=600 мм /=500 мм D=80 мм; d=60 мм.
80- 60 20
Я= 600-———===600 ■ _______ =12мм.
2-500 1000
Величину смещения корпуса задней бабки относительно плиты контролируют по делениям на торце плиты или при помощи лимба поперечной подачи. Для этого в резцедержателе закрепляют планку, которая подводится к пиноли задней бабки, при этом фиксируется положение лимба. Затем поперечные салазки отводят назад на расчетную величину по лимбу, а затем заднюю бабку смещают до соприкосновения с планкой.
Наладку станка на обтачивание конусов способом смещения задней бабки можно выполнять по эталонной детали. Для этого эталонную деталь закрепляют в центрах и смещают заднюю бабку, контролируя индикатором параллельность образующей поверхности эталонной детали к направлению подачи. Для этой же цели можно использовать резец и полоску бумаги: резец соприкасают с конической поверхностью по меньшему, а затем по большему диаметру так, чтобы между резцом и этой поверхностью протягивалась полоска бумаги с некоторым сопротивлением (рис. 6).
Рис.5 ОБРАБОТКА НАРУЖНЫХ КОНИЧЕСКИХ ПОВЕРХНОСТЕЙ (КОНУСОВ) СПОСОБОМ СМЕЩЕНИЯ ЗАДНЕЙ БАБКИ:
А — сплошной конической поверхности, б — конической поверхности при смежных цилиндрических поверхностях; Н — величина смещения задней бабки
|
Схема наладки токарного станка для обработки конической поверхности (конуса)
Дата добавления: 2020-05-20; просмотров: 997;
Поиск по сайту
Узнать еще
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- II. Бесполые способы размножения.
- II. Отклонения расположения поверхностей
- III. Способы формирования фонда капитального ремонта
- III.XI. Строение поверхностей несогласия
- А) Способы изображения пространственного строения энантиомеров
- Автоматизированная разработка программного обеспечения процессов обработки изделий
- Агрофизические основы обработки почвы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
