Последовательность обработки
При рассмотрении вопроса о повышении производительности труда, снижении себестоимости продукции мы представляем себе не только применение высоких режимов резания, быстродействующих приспособлений и высокопроизводительных станков, но и богатый опыт станочников-новаторов, которые открывает новые пути для увеличения производительности труда, не связанные с дополнительными материальными затратами.
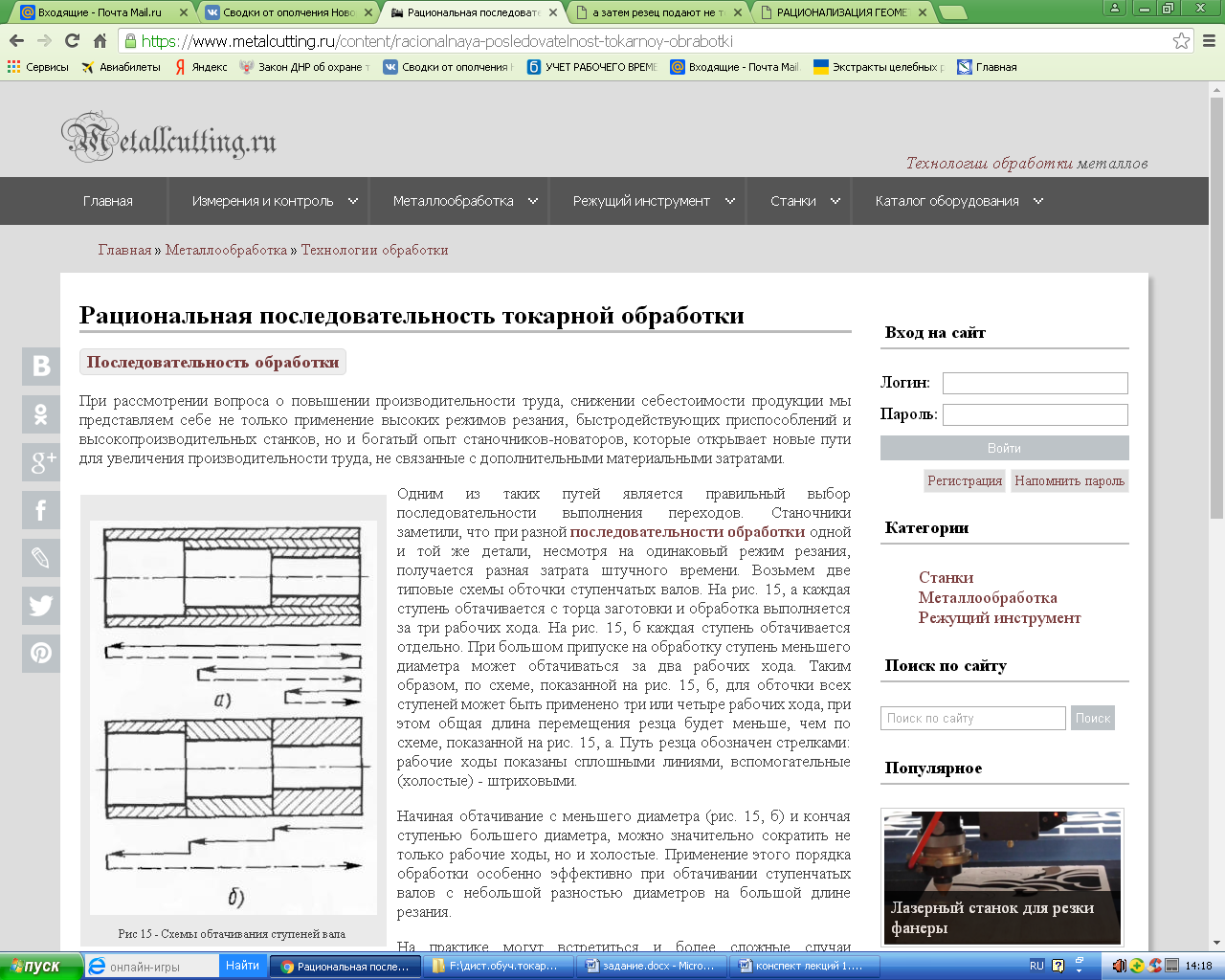 Рис 15 - Схемы обтачивания ступеней вала
Рис 15 - Схемы обтачивания ступеней вала
Одним из таких путей является правильный выбор последовательности выполнения переходов. Станочники заметили, что при разной последовательности обработки одной и той же детали, несмотря на одинаковый режим резания, получается разная затрата штучного времени. Возьмем две типовые схемы обточки ступенчатых валов. На рис. 15, а каждая ступень обтачивается с торца заготовки и обработка выполняется за три рабочих хода. На рис. 15, б каждая ступень обтачивается отдельно. При большом припуске на обработку ступень меньшего диаметра может обтачиваться за два рабочих хода. Таким образом, по схеме, показанной на рис. 15, б, для обточки всех ступеней может быть применено три или четыре рабочих хода, при этом общая длина перемещения резца будет меньше, чем по схеме, показанной на рис. 15, а. Путь резца обозначен стрелками: рабочие ходы показаны сплошными линиями, вспомогательные (холостые) - штриховыми.
Начиная обтачивание с меньшего диаметра (рис. 15, б) и кончая ступенью большего диаметра, можно значительно сократить не только рабочие ходы, но и холостые. Применение этого порядка обработки особенно эффективно при обтачивании ступенчатых валов с небольшой разностью диаметров на большой длине резания.
На практике могут встретиться и более сложные случаи расположения обрабатываемых поверхностей. Выбор рационального порядка обработки определяется подсчетом затрачиваемого времени. Зная скорость резания и диаметр обтачиваемой поверхности, станок настраивают на требуемую частоту вращения шпинделя и подачу суппорта, по которым с помощью номограммы станка 16К20 определяют машинное время обработки.
Например, диаметр D обрабатываемой поверхности 100 мм, скорость резания v=140 м/мин, частота вращения шпинделя п=450 об/мин, обработка ведется с подачей S=0,15 мм/об. В
Дата добавления: 2020-05-20; просмотров: 692;
Поиск по сайту
Узнать еще
- I. Погрешности механической обработки. Точность обработки. Методы их расчёта
- II. Научность, систематичность и последовательность обучения.
- Автоматизированная разработка программного обеспечения процессов обработки изделий
- Автоматическое управление последовательностью технологических процессов
- Агрофизические основы обработки почвы
- Агрохимические основы обработки почв
- Алгоритм вторичной обработки радиолокационной информации
- Алгоритм обработки результатов обыкновенных косвенных измерений

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
