Опиливание плоскостей, расположенных под разными углами
Качество опиливания плоскостей, расположенных под тупыми и острыми углами, во многом зависит от качества разметки. Поэтому, перед тем как приступить к опиливанию, наносят разметочные риски согласно чертежу. Заготовку устанавливают в губках тисков (используя алюминиевые нагубники так. чтобы обрабатываемая поверхность находилась выше их уровня на 8—10 мм и была расположена горизонтально, а затем зажимают.
Плоскости, расположенные под тупым внешним углом, обрабатывают в следующем порядке (рис. 4, а).
Сначала плоскости опиливают драчёвым напильником, не доходя до рисок разметки и оставляя припуск на дальнейшую обработку. Затем их опиливают личным напильником. Правильность обработки проверяют линейкой, угольником и шаблоном до тех пор, пока поверхности не расположатся над заданным углом.

Рис. 4. Опиливание плоскостей, расположенных под разными углами друг к другу: а — под тупым; б — под острым
Шаблоном проверяют подгонку базовой и опиливаемой плоскостей. Для проверки заготовку сначала освобождают из тисков и щеткой-сметкой удаляют с ее поверхности опилки, затем берут заготовку в левую руку, а шаблон в правую и прикладывают его к проверяемой поверхности. Подгонку контролируют на просвет, т. е. держат заготовку с шаблоном на уровне глаз (рис. 5).
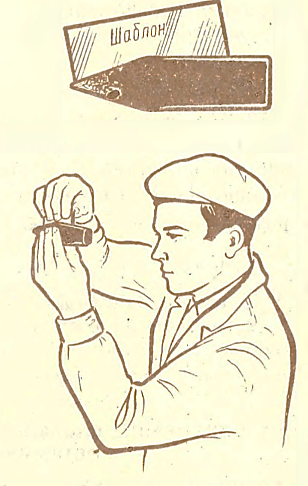
Рис. 5. Поверка угла по шаблону
При правильной подгонке поверхности световой зазор будет равномерным и узким. Если просвет между шаблоном и отдельными местами поверхности заготовки большой, то дополнительно опиливают те участки поверхности, которых касается шаблон. Двигать шаблон по металлу не рекомендуется. Для того чтобы не испортить рабочие грани шаблона, его нужно постепенно переставлять вдоль обрабатываемых поверхностей.
Опиливание плоскостей, расположенных под острым углом, выполняют в такой же последовательности и теми же инструментами (рис. 4, 6). Правильность обработки проверяют шаблоном с острым углом.
Опиливание плоскостей, расположенных под внутренним углом 90°. При выполнении этой работы необходимо быть особенно внимательным и аккуратным.
Рассмотрим порядок опиливания плоскостей и пригонку внутреннего угла на примере изготовления угольника с углом 90° (рис. 6).
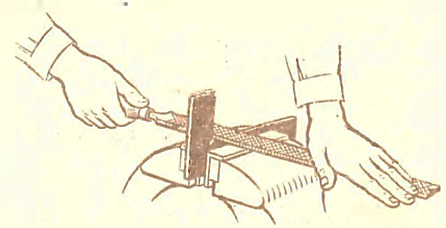
Рис. 6. Опиливание плоскостей, расположенных под внутренним углом 90°
Работу начинают с разметки внутреннего угла и углового прореза. За базу разметки принимают наружные узкие обработанные рабочие поверхности заготовки угольника. От них с помощью линейки или штангенциркуля и чертилки наносят параллельные риски, определяющие ширину боковых сторон.
Заготовку зажимают в тисках, используя нагубники. Сначала перекрестным штрихом с помощью драчёвого напильника опиливают длинную узкую грань угольника, не доходя до риски разметки и оставляя припуск на дальнейшую обработку. Затем выполняют предварительное опиливание короткой грани угольника.
Между внутренними гранями угольника выполняют угловой прорез. Он необходим для правильной обработки вершины угла. Прорез выполняют слесарной ножовкой или высверливают.
Окончательно грани угольника опиливают личным трехгранным напильником. Во время окончательной обработки необходимо чаще делать остановки и проверять качество и правильность обработки граней. Правильность опиливания внутренних плоскостей, расположенных под углом 90°, проверяют с помощью контрольного угольника.
Приемы контроля показаны на рисунке 7.
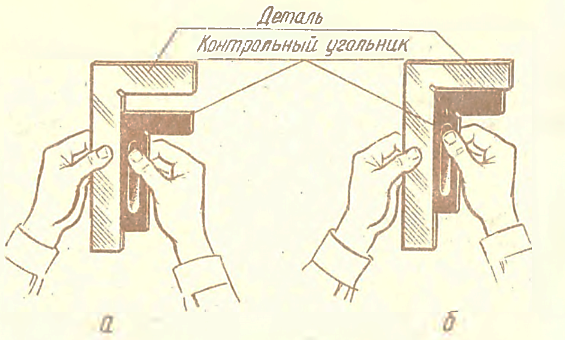
Рис. 7. Проверка угла контрольным угольником: а — предварительная установка угольника; б — окончательная установка угольника
Убедившись в том, что внутренние грани угольника расположены строго под углом 90°, можно навести продольный штрих личным напильником.
Вопросы.
1. Как нужно установить заготовку в тиски для опиливания?
2. Какими напильниками опиливают заготовку?
3. Чем проверяют правильность опиливания и расположение поверхностей?
4. Каким должен быть световой зазор (просвет) при правильном опиливании?
Виды брака при опиливании и меры его предупреждения.При неправильном выполнении приемов опиливания плоскостей могут возникнуть следующие виды брака: неровности поверхности (горб), завалы краев детали, скругление углов, перекос опиливаемой поверхности, царапины и задиры, повреждение поверхностей детали губками тисков (вмятины), неточные размеры опиливаемой заготовки.
Неровности поверхности и завалы краев детали возникают, как правило, если неверно подобран напильник или небрежно выполнено опиливание.
Скругления углов детали происходят при слабом зажиме ее в тисках. Из-за нажима на напильник деталь смещается, нарушается ее первоначальное положение, а работающий, не замечая этого, продолжает опиливать поверхность с прежним нажимом на напильник. Чтобы исключить такой брак, необходимо надежно и правильно зажимать обрабатываемую деталь в тисках, правильно выполнять приемы опиливания.
Перекос опиливаемой поверхности возникает при неправильном нажиме на напильник во время перемещения инструмента по заготовке. Обнаружив такой дефект, необходимо проверить свою позу при опиливании и правильность движений напильником.
Вмятины появляются из-за неправильного зажима деталей в тисках или зажима без алюминиевых нагубников.
Царапины и задиры поверхностей возникают при работе напильником, загрязненным стружкой, а также если нарушена последовательность использования напильников.
Неточные размеры получаются прежде всего из-за неправильной разметки заготовки, снятия большего, чем нужно, слоя металла, а также неумелого пользования измерительным инструментом.
Дата добавления: 2022-12-21; просмотров: 1934;
Поиск по сайту
Узнать еще
- Демонстрация смещения оси вращения подъемного крана и вынужденных механических колебаний
- Надпочечники, поджелудочная железа. Яичники и яички
- Печень и поджелудочная железа человека
- Практикум по электронике. Теоретическая подготовка учащихся к практикуму
- Разрушение под действием флюида. Гидравлический разрыв
- Резание метала и его виды. Движения резания и подачи
- Составление букетов и подбор ваз. Композиционное единство между вазой и букетом

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
