Вплив різних факторів на поперечні деформації
При зварюванні тонких листів, коли температура на обох сторонах листів практично однакова, коефіцієнт μу приймається - 1,25.
У випадку наплавлення на товстий лист, відмінності між об’ємами подовжнього і поперечного укорочення зникають і μх=μу=-0,255.
У проміжних випадках коефіцієнт μу залежить від ступеня прогріву і наявності елементів, підвищуючи жорсткість у напрямку, перпендикулярному шву, зокрема, ребер жорсткості. Додаткові жорсткості зменшують коефіцієнт μу, і теоретичне визначення його викликає значні труднощі. Для практичного користування можна рекомендувати емпіричну формулу С.А. Кузьмінова [2] :
 , (3.29)
, (3.29)
де kпр - коефіцієнт, що враховує ступінь прогріву елементів (рисунок 3.14);
kр - коефіцієнт, що враховує ступінь розкріплення зварного з’єднання ребрами, перпендикулярними осі шву (рисунок 3.15).
Рисунок 3.14 – Залежність коефіцієнта  від параметра
від параметра 
Рисунок 3.15 – Залежність коефіцієнта  від Кр
від Кр
Значення коефіцієнта γ обирають у відповідності з рисунком 3.16.
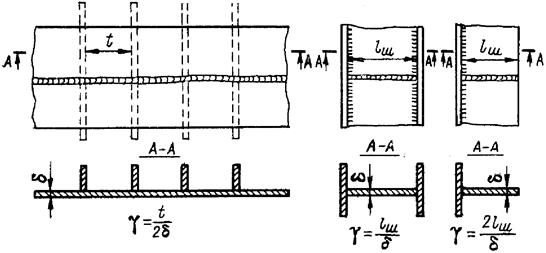
Рисунок 3.16 – Вибір від геометричного перерізу
Для наближеного визначення μу можна також використати формулу В.А. Винокурова і А.Г. Григорянца [3] :
 , (3.30)
, (3.30)
де А – коефіцієнт, що визначається графіком на рисунку 3.17;
В – довжина поперечного шва;
 |
На графіку рисунка 3.17 крива
1 - для зварювання під флюсом (q=10000 + 22000 Дж/см);
2-4 - для зварювання у середовищі С02.
Більш докладні відомості про залежність об’єму поперечного укорочення від різних факторів можна знайти в [1].
Рисунок 3.17 – Залежність коефіцієнту А від 
Дата добавления: 2020-03-17; просмотров: 889;
Поиск по сайту
Узнать еще
- Автотипний синтез кольору – отримання відтінків кольору на відбитку шляхом поєднання растрових або штрихових зображень, задрукованих фарбами різних кольорів.
- Анатомо-фізіологічна перебудова організму підлітка та її вплив на його психологічні особливості й поведінку.
- Антропогенні екосистеми. Екосистема сучасного міста. Вплив урбанізації на природу. Архітектурно-містобудівні аспекти будівельної екології.Основні принципи урбоекології
- Антропогенні фактори. Вплив виробничої діяльності людини на біосферу. Основні антропогенні фактори, що виникають внаслідок будівництва міст.
- Вільні поперечні коливання струни
- ВАЛЮТНІ РЕЖИМИ ТА ВАЛЮТНА ІНТЕРВЕНЦІЯ. ВПЛИВ ВАЛЮТНОЇ ІНТЕРВЕНЦІЇ НА ГРОШОВУ МАСУ. СТЕРЕЛІЗАЦІЯ.
- Види пластичної деформації.
- Використання фразеологізмів у різних стилях мови

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
