Разводка, правка и точка зубьев пил
Разводку (рис. 36) выполняют стальной пластинкой 1, имеющей пропилы глубиной 3...5 мм, шириной 1 мм, которыми захватывают зубья и отгибают их, но не на всю высоту, а только наполовину, чтобы избежать их поломки.
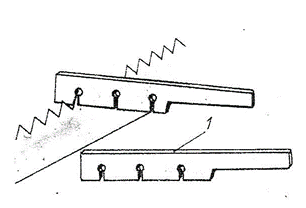
Рис. 36. Разводка зубьев пил: 1 — разводка
Сначала пилу разводят через зуб с одной стороны полотна, а затем также через зуб (оставшиеся неразведенные зубья) — с другой стороны. Когда специальной разводки нет, эту работу можно выполнять с помощью отвертки или стамески, которые вставляют между зубьями и поворачивают в какую-то одну сторону.
Почти всегда после разводки зубья имеют неодинаковый отгиб. Работать такой пилой неудобно, поскольку она делает неровный пропил, поэтому делают правку зубьев. Для этого в доску (рис. 37) забивают под некоторым углом друг к другу два толстых гвоздя 1 или две стамески так, чтобы между ними внизу у доски было требуемое расстояние, соответствующее ширине развода. Между гвоздями вставляют полотно пилы и протягивают его несколько раз. Это выравнивает развод.
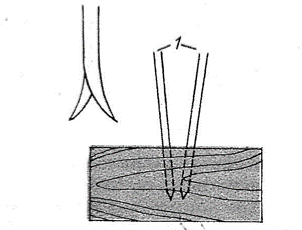
Рис. 37. Выпрямление зубьев пил после разводки: 1 — гвозди
Правку зубьев можно выполнить и в обычных тисках. Для этого в них зажимают проволоку или гвоздь нужной толщины, а затем вставляют пилу и проводят (продвигают) ее несколько раз.
Только после разводки и правки разведенных зубьев можно приступить к их точке.
Точить и разводить пилу лучше всего в тисках либо в простейшем деревянном станке (рис. 38), который состоит из двух брусков 1 с закругленными или плоскими фасками на одной стороне, двух подставок 2 и клиньев 3. Брусок берут такой же длины, что и полотно пилы, но он может быть и короче его на 100...150 мм. Полотно пилы ставят между брусками, которые закрепляют в подставках клиньями.
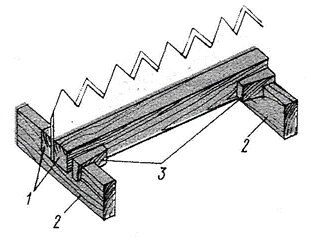
Рис. 38. Простейший станок для закрепления пилы при разводке и точке: 1 — бруски; 2 — подставки; 3 — 4 клинья
Каждый из зубьев для продольного и смешанного пиления имеет вершину с передней режущей кромкой и две боковые режущие кромки на передней грани (см. рис. 35, б). Зубья пилы для поперечного пиления имеют вершину с передней режущей кромкой, а на каждой грани — боковую режущую кромку. Эти кромки должны быть острыми.
Точить зубья надо личным напильником трехгранной формы с последующей зачисткой бархатным напильником (напильник с очень мелкой насечкой, или надфиль).
При заточке зубьев пил для поперечной распиловки (рис. 39, а) под углом 45...50° к боковой поверхности полотна пилы с граней зубьев снимают (стачивают) фаску 1. Точку, как и разводку, выполняют через зуб: сначала на одной стороне пилы по всей ее длине, а затем на другой, но так, чтобы вершины зубьев были очень острыми. Прежде всего точат одну грань, а затем другую, образуя переднюю и боковые режущие кромки. Заусенцы следует сточить бархатным напильником.
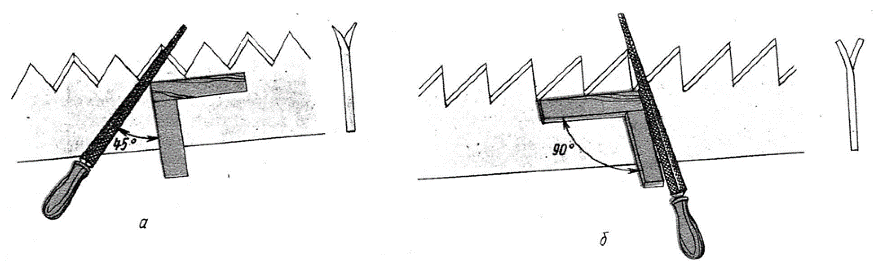
Рис. 39. Точка зубьев у пилы: а — стачивание фасок 1 с двух сторон зуба у поперечной пилы; б — стачивание передней и задней граней у продольной и смешанной пил
Зубья пилы для продольной и смешанной распиловки затачивают под прямым утлом к боковой поверхности полотна пилы. Поскольку передние и задние грани зубьев, а также передние и боковые режущие кромки имеют угол заточки 90°, напильник кладут между двумя зубьями и двигают им вперед (с нажимом) и назад (без нажима), направляя его под утлом 90° к граням. Затем приступают к точке задних граней зуба (рис. 39, б). Точить их следует до тех пор, пока передние и боковые режущие кромки не станут острыми. Заусенцы удаляют бархатным напильником, слегка протачивая зубья. Правильность точки проверяют угольником.
От многократной точки форма и высота зубьев изменяются (рис. 40, а) и пила начинает пилить неровно и подскакивать.. Поэтому зубья надо периодически подравнивать путем стачивания напильником. Лучше всего напильник вставить в деревянную колодку (рис. 40, б), закрепить его и пилить по напильнику пилой (рис. 40, в). После этого зубья разводят, выправляют и точат.
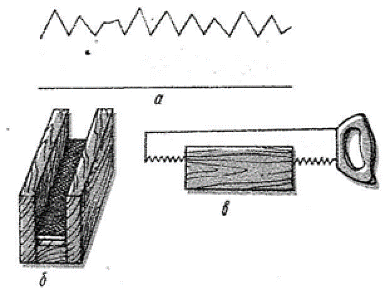
Рис. 40. Выравнивание зубьев пилы: а — зубья пилы разной высоты; б - станок для стачивания; в — стачивание
От продолжительной эксплуатации форма зубьев меняется, многие зубья ломаются во время разводки, что сильно ухудшает режущие свойства пилы. Такая пила требует ремонта: старые зубья срубают зубилом и насекают новые. После срубки зубьев неровности полотна пилы выравнивают любым напильником.
Если зубья мелкие (высотой до 3 мм), их можно выточить напильником, более крупные зубья приходится насекать с помощью специального станка (рис. 41, а), который легко изготовить самим. При этом следует применять такую сталь, которая не будет тупиться при насечке зубьев, то есть прочнее, чем полотно пилы.
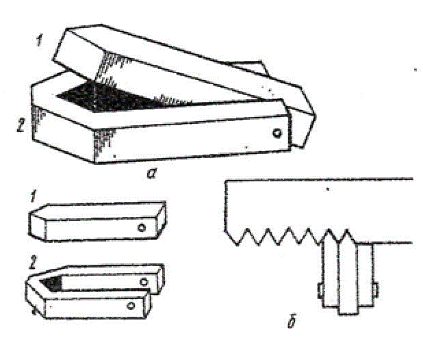
Рис. 41. Станок для насечки зубьев пил: а – общий вид; б – насечка зубьев пилы; 1 – пуансон; 2 – матрица
Станок изготовляют путем ковки и приточки. Он состоит из пуансона 1 и матрицы 2. Прежде всего необходимо изготовить пуансон, а уже по нему отковать матрицу и все приточить. Затем пуансон вставляют в матрицу и сверлят отверстия для болта так, чтобы пуансон легко выходил из матрицы. После этого их закаливают и соединяют между собой болтом. При насечке зубьев пуансон поднимают над матрицей, на которую кладут полотно пилы, после чего молотком наносят удар по пуансону (рис. 41, б).
Высота зубьев может быть различной. Ее регулируют подачей полотна в станок. Чтобы зубья были одинаковой высоты, на полотне пилы следует наметить линию карандашом.
Насечку зубьев под смешанную и продольную распиловки можно выполнять на станке, предназначенном для насечки зубьев для продольной распиловки; следует лишь сточить передние грани под прямым углом. При желании к станку можно приспособить ограничитель (для регулировки высоты зубьев).
Лучше всего для каждого вида зубьев изготовить свой станок.
Кроме обычных пильных полотен, требующих разводки зубьев, есть полотна трапецевидной формы, то есть имеющие неодинаковую толщину (у зубьев — 1,5 мм, а у обушка — 1 мм). У таких пильных полотен зубья не требуют развода. Пилят они очень чисто. Столяры выстрагивают или выпиливают их из толстого полотна пилы.
Чистота и точность распила зависят от упругости полотна пилы. Как бы туго не натягивали в станке недостаточно упругое полотно пилы, при пилении оно искривляется и делает неровный пропил. Чтобы придать такому полотну жесткость, его кладут на ровную стальную плиту или полоску стали и молотком наносят частые, но не сильные удары, сначала с одной стороны, затем с другой, то есть куют полотно.
Необходимо особо отметить, что разводку, точку и правку лучковых пил выполняют только при ослабленной тетиве.
Кроме рассмотренных лучковых пил, имеются еще и столярные лобзики. Длина полотна пил у них не превышает 500 мм, ширина — 5...15 мм, зубья высотой от 1 до 3 мм имеют форму для смешанной распиловки. Особенность этих пил состоит в том, что один конец не закрепляется шпилькой, а имеет крючок, которым она зацепляется за шпильку в ручке (рис. 42).
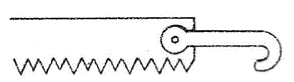
Рис. 42. Полотно пилы с крючком
Это сделано для того, чтобы при сквозном выпиливании деталей полотно пилы часто приходится вставлять в продолбленное или просверленное отверстие. После выполнения работы полотно пилы вынимают, предварительно ослабив тетиву и вынув конец полотна пилы из ручки.
Дата добавления: 2022-08-14; просмотров: 2030;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
