Рейсмусовые станки для обработки дерева
Конструктивные особенности. Рейсмусовые станки предназначены для обработки брусковых и щитовых заготовок; на заданную толщину, а также для создания у заготовок строго параллельных поверхностей. Рейсмусование деталей выполняют после создания у них технологической базы на фуговальном станке.
Рейсмусовые станки по количеству ножевых валов бывают односторонние СР ( с одним ножевым валом) и двусторонние С2Р ( с двумя ножевыми валами).
Станки могут иметь ширину стола 400 мм ( СР4 -1), 630 мм (СР6-1), 800мм(СР8-1), 1250мм(СР12-3, С2Р12-3). Наибольшая скорость подачи у всех станков одинакова и равна 24 м/мин.
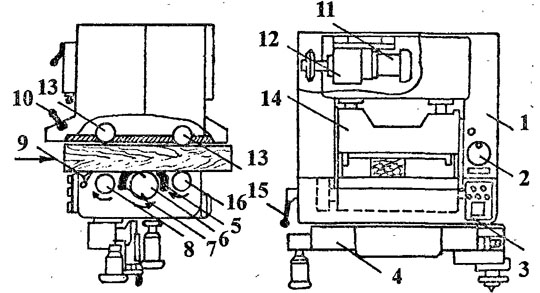
Рис. 82. Односторонний рейсмусовый станок СР6-9:
1 -станина; 2-маховичок настройки стола; 3-пуиьт управления; 4-съемное приспособление; 5,7-прижимы; 6-ножевой вал;. 8,16-вальцы; 9-защитное устройство; 10-рукоятка фиксирования стола; 11-электродвигатель; 12-редуктор; 13-опорные ролики;
14-стол; 15-рукоятка фиксатора ножевого вала
На рис. 82 приведена схема одностороннего рейсмусового станка СР6-9. На цельнолитой станине 1 коробчатой формы расположены ножевой вал 6 и съемное приспособление 4 для заточки и прифуговки ножей в ножевом валу. Стопорное устройство с рукояткой 15 служит для фиксации ножевого вала при наладке. Механизм подачи содержит передний приводной валец 8, установленный перед ножевым валом, и задний валец 16, который обеспечивает подачу готовой детали при выходе ее из станка.
Перед передним вальцом имеется когтевая защита, предотвращающая выброс заготовки, а также ограничительная планка, не позволяющая подавать в станок заготовки, припуск на обработку у которых превышает допускаемый.
Привод вальцов осуществляется от электродвигателя 11 через механический вариатор и редуктор 12. Перед ножевым валом установлен прижим 7 (стружколоматель), а за ножевым валом - задний прижим 5. В средней части станины есть стол 14 с опорными роликами 13, предназначенными для плавной подачи заготовки.
Передний валец рейсмусового станка имеет рифленое исполнение, что обеспечивает надежное сцепление и подачу заготовки в станок. Конструкция вальца позволяет обрабатывать одновременно несколько брусковых заготовок с разным припуском. Задний прижимной элемент прижимает обрабатываемую деталь к столу, предотвращая этим ее вибрацию.
У двусторонних рейсмусовых станков ножевые валы расположены последовательно по ходу подачи - сначала нижний, а затем верхний. В некоторых конструкциях станков для преодоления сил сопротивления подачи приводными делают не только верхние, но и нижние вальцы.
Дата добавления: 2016-06-18; просмотров: 2855;
Поиск по сайту
Узнать еще
- A ... метка (без метки) на шатуне (стрелка) для 26.20b Измерение внутреннего диаметра
- Andante cantabile con espressione В. Моцарт. Соната для ф-п. № 8, ч. II
- Andantino con moto А. Бородин. Для берегов отчизны дальней
- Audit Trail - Материалы для проведения аудиторской проверки
- I. Установка для исследования сдвига фаз колебаний силы тока и напряжения с помощью компьютера и осциллографа-приставки
- I.10. Тесты для контроля знаний
- II. Окрашивание дерева
- III. Порошки для стирки и мытья

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
