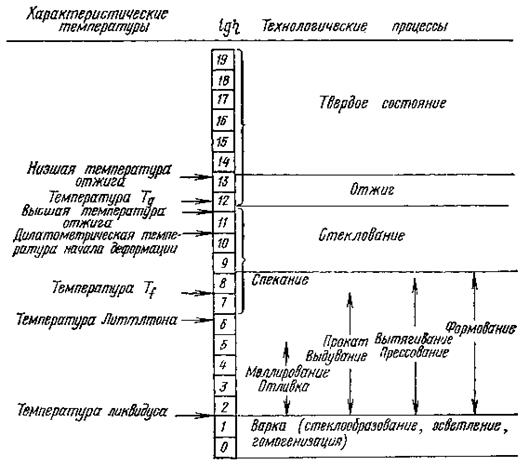
Технологическая шкала вязкости
Возможность проведения различных технологических операций регулируется вязкостью стекломассы. Каждому этапу производства изделий из стекла соответствует определённая вязкость расплава и стекломассы. Поэтому в практике стекловарения большое внимание уделяют характеристическим температурам (табл. 4.2).
Таблица 4.2
|
Технологическая шкала вязкости
Гомогенизация расплава: усреднение состава по всему объёму за счет диффузии компонентов из-за различия их химических потенциалов вследствие неравномерного распределения.
 – уравнение Стокса–Эйнштейна.
– уравнение Стокса–Эйнштейна.
Di– коэффициент диффузии i-го компонента;
k – постоянная Больцмана;
η – динамическая вязкость;
ri – радиус иона;
а – коэффициент, учитывающий форму частиц.
Увеличение вязкости расплава резко снижает возможности диффузионного усреднения: η ↑ Di ↓.
Осветление стекломассы происходит вследствие всплывания газовых пузырьков. Скорость всплывания определяется по уравнению Стокса, который сопоставил подъёмную силу (силу Архимеда) и силу вязкого сопротивления движению пузырька:
 – уравнение Стокса,
– уравнение Стокса,
где v – скорость всплывания пузырька;
r – радиус пузырька;
ρ – плотность расплава;
η – динамическая вязкость.
Скорость удаления пузырьков возрастает с увеличением их размера и снижением вязкости расплава: v ↑ r ↑ η ↓.
Большое значение для практики стекловарения имеет температурный градиент вязкости  . С учетом этого соотношения рассчитывается скорость твердения стекломассы
. С учетом этого соотношения рассчитывается скорость твердения стекломассы  . Чем быстрее твердеет стекло, тем выше должна быть скорость выработки.
. Чем быстрее твердеет стекло, тем выше должна быть скорость выработки.
Мерой длины стекла является температурный интервал, в пределах которого вязкость возрастает от 102до 108 Па∙с.
Длинные стекла имеют пологую кривую зависимости вязкости от температуры η = η(Т): ΔТ = 250–500ºС.
Для коротких стекол характерен крутой подъём зависимости вязкости от температуры η = η(Т): ΔТ = 100–150ºС.
Для длинного стекла режим формовании разработать проще, чем для короткого. Короткие стёкла требуют особенно строго соблюдения температурно-временных режимов формования. Такие стёкла при остывании быстро затвердевают, поэтому отклонение от выбранного режима может привести к быстрому нарастанию вязкости и получению брака. При незначительном переохлаждении стекломассы вязкость может так резко увеличиться, что формование стекломассы станет невозможным. Поэтому короткие стёкла (2) используются для машинной выработки, а длинные (1) – для ручной выработки стекломассы:
Δ η /ΔТ1<Δ η / ΔТ2
Температура Литтлтона определяется температурой, при которой стеклянная нить стандартной длины удлиняется под действием собственной массы (L = 22,6 см, d = 0,55÷0,75 мм, dL/dt =1мм/мин, ΔТ/ Δt=10оС/мин). Эта характеристическая температура используется при расчёте параметров процесса моллирования. При моллировании нагретое стекло заполняет форму под действием силы тяжести.
Интервал отжига: η = 1012 ÷ 1013,5Па∙с.
Назначение отжига – удаление остаточных напряжений, возникающих в процессе неравномерного охлаждения внутренних и внешних слоёв стекла.
Высшая температура отжига Тво соответствует вязкости η = 1012 Па∙с. Выдержка при этой температуре позволяет в течение трёх минут удалить 95% остаточных напряжений без заметной деформации изделий. Для большинства промышленных стёкол Тво = 400-600оС.
Низшая температура отжига Тно соответствует вязкости η = 1013,5Па∙с. При этой температуре в течение трёх минут устраняется 5% остаточных напряжений.
ΔТ = Тво - Тно = 50 ÷ 150оС
В интервале отжига скорость охлаждения должна быть минимальной. При Т < Тно скорость охлаждения изделий может быть выше, т.к. вязкость стёкол высока и возникновение остаточных напряжений невозможно.
Дата добавления: 2018-11-26; просмотров: 1731;
Поиск по сайту
Узнать еще
- II. Шкала порядка (шкала рангов)
- III. Шкала интервалов (разностей)
- V. Шкала абсолютная
- А) технологическая схема работы бетоносмесительной установки; б) блок дозирования каменных материалов; в) смесительный блок
- Б) Сейсмический момент и шкала Канамори
- Б). Шкала предпочтения - ШП
- в) Изменение вязкости крови
- Відносна геохронологія. Геохронологічна шкала

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
