Технологические инструменты
Технологические инструменты устанавливаются на манипуляторы роботов для непосредственного выполнения ими разнообразных технологических операций – контактной и электродуговой сварки, покрытий и покраски, сборки и разборки, пайки и клепки, производства печатных плат и др. В качестве технологических инструментов обычно используют известные технологические устройства, дополнительно снабженные системами автоматизации – процессов и элементами крепления к "руке" или кисти робота
Сварочные технологические инструменты
Промышленные роботы используются для выполнения как контактной, так и дуговой сварки.
Точечная контактная сварка осуществляется двумя электродами, между которыми зажимаются свариваемые листы и пропускается электрический ток большой силы. По окончании цикла сварки (от 0,01 до 0,5 с) электроды переносятся в другую точку изделия, и процесс повторяется. Именно с автоматизации контактной точечной сварки в автомобильной промышленности началось широкое внедрение сварочных промышленных роботов. Она осуществляется с помощью сварочных клещей (рис. 2.22), представляющих собой автономную конструкцию, состоящую из корпуса 1 с серьгой 2 крепления к кисти робота, и подвижного корпуса 3 со сварочными клещевинами 4 и электродами 5,к которым подводятся электрический ток и жидкость, охлаждающая электроды. Смыкание и размыкание клещевин, а также их поворотное ориентирующее движение относительно корпуса обеспечиваются пневмогидравлическим приводом 6. В зависимости от вида сварочного шва и формы изделия сварочные клещи могут иметь различные конфигурацию и конструкцию.
Электродуговая сварка плавлением – наиболее распространенный вид сварки, однако с большим трудом поддающийся автоматизации. Тем не менее, благодаря настойчивым усилиям ученых и разработчиков, в последние годы созданы реальные возможности для использования промышленных роботов для электродуговой сварки сложных изделий вусловиях индивидуального, мелкосерийного и серийного производств.
Дуговая сварка производится с помощью электродуговых головок или сварочных пистолетов с воздушным или принудительным водяным охлаждением, автоматической подачей электродной проволоки и направлением под давлением в зону сварки нейтрального газа (углекислого газа или аргона). Типовая сварочная головка (рис. 2.23) состоит из горелки 1, через которую в зону сварки автоматически подается сварочная проволока-электрод 2, а также под давлением поступает нейтральный защитный газ. С помощью кронштейна 3 горелка устанавливается под технологическим углом I к оси кисти робота.
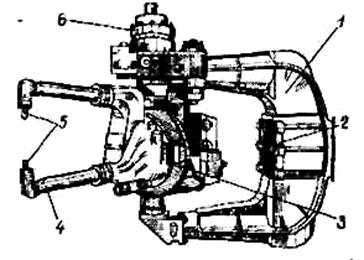
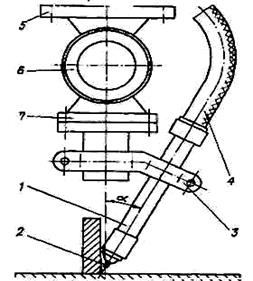
| Рис. 2.22. Клеши для контактной точечной сварки | Рис. 2.23. Сварочная электродуговая головка |
Дата добавления: 2022-02-05; просмотров: 486;
Поиск по сайту
Узнать еще
- АБРАЗИВНЫЕ ИНСТРУМЕНТЫ
- Банкетные закуски. Технологические требования к приготовлению, правила подачи. Ассортимент.
- Бутерброды. Технологические требования к приготовлению, правила подачи. Ассортимент.
- Бюджетно-налоговая политика: цели, инструменты, виды, эффективность.
- Виды деятельности детей и общие технологические требования к их организации
- Визуальные инструменты для работы с родовыми функциями
- Вопрос 4. Необходимость, цели и инструменты государственного регулирования.
- ГЕННАЯ ИНЖЕНЕРИЯ И ЕЕ ИНСТРУМЕНТЫ

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
