При работе одним инструментом
Пример 1. Расчет штучно-калькуляционного времени на фрезерную операцию при работе на станке с РУ.
Исходные данные.
Деталь – см. рис. П1.1. Материал детали – сталь 45, масса – 1,3 кг.
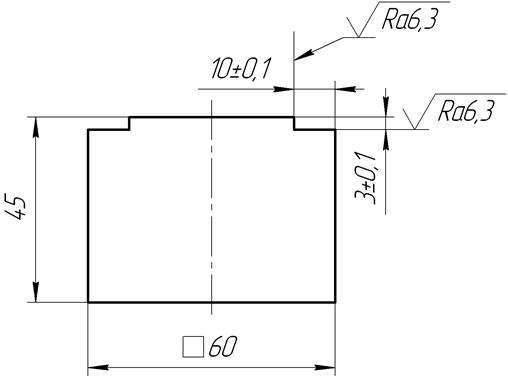
Рис. П1.1. Эскиз детали
На операции обрабатываются два уступа 3´10 с переустановкой детали (рис. П1.2 и рис. П1.3). Обработка – черновая. Остальные поверхности – необработанные. Станок вертикально-фрезерный модель 6Р12 (габариты стола 1250´320 мм). Длина обработки 60 мм. Годовая программа N = 9600 шт., периодичность запуска а = 6 дней. Число рабочих дней в году Драб = 249.
Маршрут обработки детали:
А. Установить заготовку в тиски. Выверить. Закрепить.
1. Фрезеровать первый уступ 3´10 окончательно. Выдержать размеры: 3±0,1; 10±0,1; Ra6,3.
Б. Открепить и переустановить заготовку с поворотом на 180° в тиски. Выверить. Закрепить.
2. Фрезеровать второй уступ 3´10 окончательно. Выдержать размеры: 3±0,1; 10±0,1; Ra6,3.
В. Открепить и снять деталь.
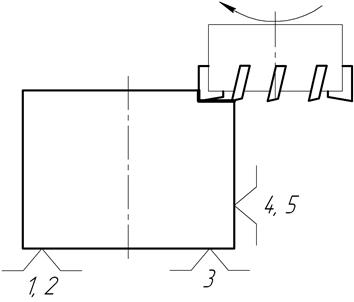
Рис. П1.2. Операция фрезерная. Обработка первого уступа
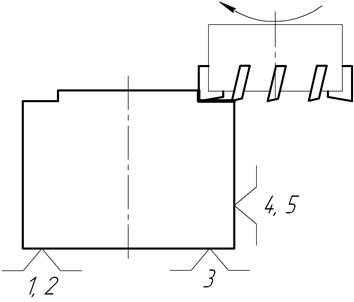
Рис. П1.3. Операция фрезерная. Обработка второго уступа
Деталь устанавливается в тиски с винтовым зажимом (габариты тисков 150´300 мм). Одновременно обрабатывается одна деталь. Инструмент – фреза торцовая, оснащенная пластинами из твердого сплава (1 шт.), материал фрезы – Т5К10. Основное (машинное) время обработки – 2 перехода ∙ 0,4 мин = 0,8 мин. Обработка ведется на станке фрезой, установленной на размер. На станке не применяется автоматическое ускоренное перемещение стола. Измерительный инструмент – штангенглубиномер с точностью измерений 0,1 мм.
Решение.
1) Расчет подготовительно-заключительного времени.
По табл. 2, часть 1а принимаем ТА = 16 мин – установка детали в тисках, обработка одной фрезой, длина стола станка 1250 мм.
По табл. 2, часть 1б принимаем ТБ = 0 мин – отсутствуют дополнительные приемы подготовительно-заключительного времени.
По табл. 2, часть 1в принимаем ТВ = 7 мин – время на получение исполнителем работы, инструмента и приспособлений до начала и сдача их после окончания обработки партии деталей (для станка с длиной стола 1250 мм).
По формуле (табл. 1, поз. 1) получим:
Тп-з = 16 + 0 + 7 = 23 мин.
2) Расчет основного времени.
По исходным данным время на один переход То = 0,4 мин; на операцию
То = 0,8 мин.
3) Определение состава и последовательности приемов, связанных с установкой и снятием детали.
По табл. 59 выпишем перечень приемов, связанных с установкой и снятием детали (деталь устанавливается в тиски вручную, т.к. весит до 30 кг):
Взять деталь, установить в зажимное приспособление, выверить, закрепить. Включить станок. Выключить станок. Открепить деталь, снять и отложить на место. Очистить приспособление от стружки.
Следует отметить необходимость в процессе операции переустановить деталь с поворотом на 180° с обязательным откреплением и последующим ее закреплением.
4) Расчет вспомогательного времени на установку и снятие детали.
Так как деталь устанавливается в универсальное приспособление (тиски) вручную, то для расчета принимаем следующую формулу из табл. 1, поз. 4:
Ту.с = (i + 1)  + Ту.доп ,
+ Ту.доп ,
где i = 1 – на операции осуществляется одна переустановка детали с поворотом на 180° с обязательным откреплением и последующим ее закреплением.
= 0,5 мин – по табл. 3, часть 1 – установка одной детали в тиски с винтовым зажимом, деталь необработанная массой до 3 кг, установка с выверкой;
Ту.доп по табл. 5а = 0,04 мин – поворот детали массой до 5 кг на угол 180°;
Ту.доп по табл. 5б = 0,08 мин – очистка приспособления габаритами до 200´300 мм щеткой;
Ту.доп по табл. 5в = 0 мин – дополнительное перемещение или переноска детали не требуется, временем на установку и снятие вручную уже учтена транспортировка детали на расстояние до 1 м.
Итого Ту.доп = 0,04 + 0,08 + 0 = 0,12 мин.
Время на установку и снятие детали:
Ту.с = (1 + 1) ∙ 0,5 + 0,12 = 1,12 мин.
5) Определение состава и последовательности приемов, связанных с каждым переходом на операции.
По табл. 6 выпишем перечень приемов, связанных с каждым переходом.
Переход 1:
| Подвести деталь к фрезе перемещением стола | |
| Включить подачу и вращение фрезы | |
| Фрезеровать (основное машинное время) | |
| Выключить подачу и вращение фрезы | |
| Переместить стол в продольном направлении |
Переход 2:
| Подвести деталь к фрезе перемещением стола | |
| Включить подачу и вращение фрезы | |
| Фрезеровать (основное машинное время) | |
| Выключить подачу и вращение фрезы | |
| Переместить стол в продольном направлении |
Оба перечня приведены для чернового фрезерования плоскостей фрезой, установленной на размер.
6) Расчет вспомогательного времени, связанного с переходом (табл. 7).
Переход 1.
tпер = 0,15 мин – черновое фрезерование плоскостей фрезой, установленной на размер, для группы станков со столом 1250 мм и длиной обработки до 100 мм.
Переход 2.
tпер = 0,15 мин – черновое фрезерование плоскостей фрезой, установленной на размер, для группы станков со столом 1250 мм и длиной обработки до 100 мм.
Итого на операцию: Тпер = 0,15 + 0,15 = 0,3 мин.
7) Расчет вспомогательного времени на дополнительные приемы управления станком.
Ни один из приемов, приведенных в табл. 9 не используется в данном случае: включение и выключение станка, включение и выключение вращения фрезы и подачи входит в комплекс приемов, связанных с переходом; обработка ведется с постоянными режимами резания, без дополнительных перемещений, без делительных приспособлений, фрезой, установленной на размер. Поэтому Тупр = 0.
8) Расчет времени на контрольные измерения.
Определение состава и последовательности приемов, связанных с контрольными измерениями детали.
У данной детали выдерживаются 4 размера:
· (3±0,1) мм – глубина первого уступа;
· (10±0,1) мм – ширина первого уступа;
· (3±0,1) мм – глубина второго уступа;
· (10±0,1) мм – ширина второго уступа.
Расчет вспомогательного времени на контрольные измерения детали (табл. 67):
tиз.1 = 0,12 мин – измерение штангенглубиномером размера (3±0,1) мм с точностью 0,1 мм на длине измеряемой поверхности 60 мм (до 100 мм);
tиз.2 = 0,12 мин – измерение штангенглубиномером размера (10±0,1) мм с точностью 0,1 мм на длине измеряемой поверхности 60 мм (до 100 мм);
tиз.3 = 0,12 мин – измерение штангенглубиномером размера (3±0,1) мм с точностью 0,1 мм на длине измеряемой поверхности 60 мм (до 100 мм);
tиз.4 = 0,12 мин – измерение штангенглубиномером размера (10±0,1) мм с точностью 0,1 мм на длине измеряемой поверхности 60 мм (до 100 мм).
Определение периодичности контрольных измерений:
Для каждого контрольного измерения Кпер = 0,3 – по табл. 68 для фрезерования плоскостей с точностью 0,1 мм, с измеряемыми размерами до 50 мм, инструментом, установленным на размер.
В итоге получаем:
Тиз = 0,3 ∙ 0,12 + 0,3 ∙ 0,12 + 0,3 ∙ 0,12 + 0,3 ∙ 0,12 = 4 ∙ 0,3 ∙ 0,12 = 0,14 мин.
9) Расчет вспомогательного времени.
По формуле из табл. 1, поз. 9 получаем
Тв = 1,12 + 0,3 + 0 + 0,14 = 1,56 мин.
10) Расчет оперативного времени.
По формуле из табл. 1, поз. 10 получаем
Топ = 0,8 + 1,56 = 2,36 мин.
11) Расчет времени на организационно-техническое обслуживание рабочего места.
По формуле из табл. 1, поз. 11 получаем
Тоб = (Топ а) / 100 = (2,36 ∙ 4,5) / 100 = 0,1 мин,
где а = 4,5% – по табл. 2, часть 2 для работы фрезами, оснащенными пластинами из твердых сплавов, и для группы станков с длиной стола 1250 мм.
12) Расчет времени на отдых и личные надобности.
По формуле из табл. 1, поз. 12 получаем
Тотд = (Топ в) / 100 = (2,36 ∙ 4) / 100 = 0,09 мин,
где в = 4% – по табл. 2, часть 3 для работы с механической подачей.
13) Расчет штучного времени.
По формуле из табл. 1, поз. 13 получаем
Тшт = 0,8 + 1,56 + 0,1 + 0,09 = 2,55 мин.
14) Расчет партии запуска.
По формуле из табл. 1, поз. 14 получаем
nш = (9600 ∙ 6) / 249 = 232 шт.,
где 6 – принятая периодичность запуска;
249 – число рабочих дней в году (по заданию).
15) Расчет штучно-калькуляционного времени.
По формуле из табл. 1, поз. 15 получаем
Тш-к = 2,55 + 23 / 232 = 2,65 мин.
Результаты расчета сведем в табл. П1.1.
Таблица П1.1
Расчет технической нормы времени, мин
| Номер операции | То | Тв | Топ | Тоб | Тотд | Тшт | Тп-з | nш, шт. | Тш-к | ||
| ТА | ТБ | ТВ | |||||||||
| 0,8 | 1,56 | 2,36 | 0,1 | 0,09 | 2,55 | 2,65 |
Пример 2. Расчет штучно-калькуляционного времени на фрезерную операцию при работе на станке с ЧПУ.
Исходные данные. Рассмотрим такую же обработку, как в примере 1, но с применением станка с ЧПУ.
Деталь – см. рис. П1.1. Материал детали – сталь 45, масса – 1,3 кг.
На операции обрабатываются два уступа 3´10 без переустановки детали (рис. П1.4 и рис. П1.5). Обработка – черновая. Остальные поверхности – необработанные. Станок вертикально-фрезерный с ЧПУ модель 6Р13РФ3 (габариты стола 1600´400 мм). Длина обработки 60 мм. Годовая программа N = 9600 шт., периодичность запуска а = 6 дней. Число рабочих дней в году Драб = 249.
Маршрут обработки детали:
А. Установить заготовку в тиски. Выверить. Закрепить.
1. Фрезеровать первый уступ 3´10 окончательно. Выдержать размеры: 3±0,1; 10±0,1; Ra6,3.
2. Фрезеровать второй уступ 3´10 окончательно. Выдержать размеры: 3±0,1; 10±0,1; Ra6,3.
Б. Открепить и снять деталь.
Деталь устанавливается в специальное приспособление (габаритами до 200´300 мм), закрепление производится рукояткой пневматического зажима с одной планкой, базирование – по двум плоскостям. Одновременно обрабатывается одна деталь. Инструмент – фреза торцовая, оснащенная пластинами из
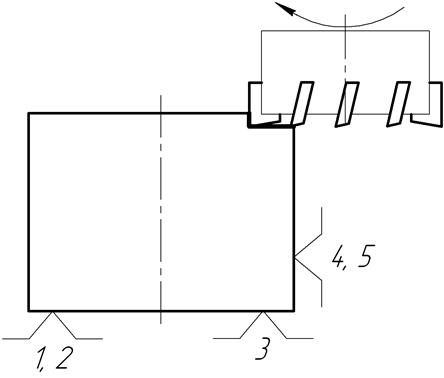
Рис. П1.4. Операция фрезерная. Обработка первого уступа
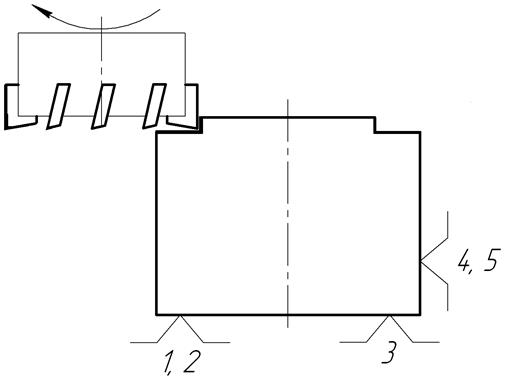
Рис. П1.5. Операция фрезерная. Обработка второго уступа
твердого сплава (1 шт.), материал фрезы – Т5К10, диаметр 100 мм. Основное (машинное) время обработки – 2 перехода ∙ 0,4 мин = 0,8 мин. Измерительный инструмент – штангенглубиномер с точностью измерений 0,1 мм.
Решение.
1) Расчет подготовительно-заключительного времени.
По табл. 62 принимаем ТА = 12 мин – не зависит от группы и модели станка с ЧПУ.
По табл. 65 принимаем ТБ = 7 мин – на установку приспособления вручную; ТБ = 0,5 мин – на установку одного инструмента в гнездо револьверной головки; Тшт, мин (определим дальше). Итого ТБ = 7,5 + Тшт.
По формуле (табл. 61, поз. 1) получим
Тп-з = 12 + 7,5 + Тшт = 19,5 + Тшт.
2) Расчет основного времени.
По исходным данным, время на один переход То = 0,4 мин; на операцию То = 0,8 мин. Станок 6Р13РФ3 имеет такие же по значениям дискретные числа оборотов шпинделя, как и 6Р12. Для одной и той же детали и одинаковых режимов резания основное время не изменяется.
3) Определение состава и последовательности приемов, связанных с установкой и снятием детали.
Так как установка и снятие детали на станках с ЧПУ принципиально не отличается от установки и снятия детали на станках с РУ, то по табл. 59 выпишем перечень приемов, связанных с установкой и снятием детали (деталь устанавливается в приспособление вручную, т.к. весит до 30 кг):
Взять деталь, установить в зажимное приспособление, выверить, закрепить. Включить станок. Выключить станок. Открепить деталь, снять и отложить на место. Очистить приспособление от стружки.
В данном случае нет необходимости в переустановке детали с обязательным откреплением и последующим ее закреплением.
4) Расчет вспомогательного времени на установку и снятие детали.
Так как деталь устанавливается в специальное приспособление вручную, то для расчета принимаем следующую формулу из табл. 1, поз. 4:
Ту.с = ( + Тз.о) (i + 1) + Ту.доп ,
где i = 0 – на операции нет переустановок детали с обязательным откреплением и последующим ее закреплением;
= 0,11 мин – по табл. 4, часть 1 – установка одной детали массой до 3 кг в специальное приспособление с базированием по двум плоскостям;
Тз.о = 0,05 мин – закрепление рукояткой пневматического зажима с одной планкой детали массой до 3 кг;
Ту.доп по табл. 5а = 0 мин – поворот и кантование детали не применяется;
Ту.доп по табл. 5б = 0,07 мин – очистка приспособления габаритами до 200´300 мм сжатым воздухом;
Ту.доп по табл. 5в = 0 мин – дополнительное перемещение или переноска детали не требуется, временем на установку и снятие вручную уже учтена транспортировка детали на расстояние до 1 м.
Итого Ту.доп = 0 + 0,07 + 0 = 0,07 мин.
Время на установку и снятие детали:
Ту.с = (0,11 + 0,05) ∙ (0 + 1) + 0,07 = 0,23 мин.
5) Определение состава приемов машинно-вспомогательного времени для каждого перехода на операции.
По табл. 63 выпишем необходимый перечень приемов машинно-вспомогательного времени.
Переход 1:
| Подвести деталь к фрезе перемещением стола – ускоренное перемещение | |
| Установочное перемещение стола – позиционирование |
Переход 2:
| Переместить деталь для обработки второго уступа – ускоренное перемещение | |
| Установочное перемещение стола – позиционирование | |
| Отвести деталь перемещением стола – ускоренное перемещение |
6) Расчет машинно-вспомогательного времени для каждого перехода на операции (табл. 65).
Переход 1.
Тм.в = 0,04 мин – подвод детали к фрезе перемещением стола – ускоренное перемещение на длину 100 мм.
Тм.в = 0,10 мин – установочное перемещение стола – время на позиционирование.
Итого на переход: Тм.в = 0,14 мин.
Переход 2.
По формуле в примечании к табл. 61, поз. 6: Тм.в = 0,04 ∙ (140 /100) = = 0,056 мин – перемещение детали для обработки второго уступа – ускоренное перемещение на длину 140 мм (0,04 мин – табличное значение; 140 мм – длина перемещения, где 40 мм – расстояние между уступами, 100 мм – диаметр фрезы; 100 мм – табличная средняя величина перемещения).
Тм.в = 0,10 мин – установочное перемещение стола – время на позиционирование.
Тм.в = 0,04 мин – отвод детали перемещением стола – ускоренное перемещение на длину 100 мм.
Итого на переход: Тм.в = 0,196 мин.
Итого на операцию: Тм.в = 0,14 + 0,196 = 0,336 мин.
7) Расчет времени на контрольные измерения.
Определение состава и последовательности приемов, связанных с контрольными измерениями детали.
У данной детали выдерживаются 4 размера:
· (3±0,1) мм – глубина первого уступа;
· (10±0,1) мм – ширина первого уступа;
· (3±0,1) мм – глубина второго уступа;
· (10±0,1) мм – ширина второго уступа.
Расчет вспомогательного времени на контрольные измерения детали (табл. 67):
tиз.1 = 0,12 мин – измерение штангенглубиномером размера (3±0,1) мм с точностью 0,1 мм на длине измеряемой поверхности 60 мм (до 100 мм);
tиз.2 = 0,12 мин – измерение штангенглубиномером размера (10±0,1) мм с точностью 0,1 мм на длине измеряемой поверхности 60 мм (до 100 мм);
tиз.3 = 0,12 мин – измерение штангенглубиномером размера (3±0,1) мм с точностью 0,1 мм на длине измеряемой поверхности 60 мм (до 100 мм);
tиз.4 = 0,12 мин – измерение штангенглубиномером размера (10±0,1) мм с точностью 0,1 мм на длине измеряемой поверхности 60 мм (до 100 мм).
Определение периодичности контрольных измерений:
Для каждого контрольного измерения Кпер = 0,3 – по табл. 68 для фрезерования плоскостей с точностью 0,1 мм, с измеряемыми размерами до 50 мм, инструментом, установленным на размер.
В итоге получаем
Тиз = 0,3 ∙ 0,12 + 0,3 ∙ 0,12 + 0,3 ∙ 0,12 + 0,3 ∙ 0,12 = 4 ∙ 0,3 ∙ 0,12 = 0,14 мин.
8) Расчет оперативного времени.
По формуле из табл. 61, поз. 8 получаем
Топ = 0,8 + 0,23 + 0,336 + 0,14 = 1,5 мин.
9) Определение состава работ по организационному и техническому обслуживанию рабочего места.
По табл. 64 принимаем следующий состав работ:
| Организационное обслуживание рабочего места |
| Осмотр, разогрев системы ЧПУ и гидросистемы, опробование оборудования |
| Получение инструктажа от мастера (наладчика) в течение смены |
| Смазка и очистка станка в течение смены |
| Предъявление контролеру ОТК пробной детали |
| Уборка станка и рабочего места по окончании работы |
| Техническое обслуживание рабочего места |
| Смена затупившегося инструмента |
| Коррекция инструмента на заданные размеры |
| Регулировка и подналадка станка в течение смены |
| Удаление стружки из зоны резания в процессе работы |
10) Расчет времени на обслуживание рабочего места, отдых и личные надобности.
По формуле из табл. 61, поз. 10 получаем
Тоб.от = (Топ а) / 100 = (1,5 ∙ 12) / 100 = 0,18 мин,
где а = 12% – по табл. 65 для станка модели 6Р13РФ3.
11) Расчет штучного времени.
По формуле из табл. 61, поз. 11 получаем
Тшт = 1,5 + 0,18 = 1,68 мин.
Тогда Тп-з = 19,5 + 1,68 = 21,18 мин.
12) Расчет партии запуска.
По формуле из табл. 61, поз. 12 получаем
nш = (9600 ∙ 6) / 249 = 232 шт.
где 6 – принятая периодичность запуска;
249 – число рабочих дней в году (по заданию).
13) Расчет штучно-калькуляционного времени.
По формуле из табл. 61, поз. 13 получаем
Тш-к = 1,68 + 21,18 / 232 = 1,77 мин.
Результаты расчета сведем в табл. П1.2.
Таблица П1.2
Расчет технической нормы времени, мин
| Номер операции | То | Ту.с | Тм.в | Тиз | Топ | Тоб.от | Тшт | Тп-з | nш, шт. | Тш-к | |
| ТА | ТБ | ||||||||||
| 0,8 | 0,23 | 0,33 | 0,14 | 1,5 | 0,18 | 1,68 | 9,18 | 1,77 |
По сравнению с обработкой на станке с РУ, обработка на станке с ЧПУ привела к уменьшению штучно-калькуляционного времени на ~33%. Однако полученная экономия времени на обработку детали не является окончательным критерием выбора варианта технологического процесса. При решении подобной задачи следует руководствоваться результатами технико-экономического анализа.
Дата добавления: 2022-02-05; просмотров: 562;
Поиск по сайту
Узнать еще
- A. Узагальнені координати і узагальнені швидкості та прискорення
- API как средство интеграции приложений.
- C04 ППВ с комментариями и примерами
- Cыры, созревающие при участии слизи.
- E) Расчет структурных составляющих очага деформации с одним нейтральным сечением
- F00 Деменция при болезни Альцгеймера
- F50 Расстройства приема пищи
- F51 Расстройства сна неорганической природы

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
