Группа расточных станков
Общая формула расчета штучно-калькуляционного времени на операцию:
 . (18)
. (18)
Методика расчета приведена в табл. 21 (q = 1).
Таблица 21
| № поз. | Последовательность расчета | Источник или расчетная формула | Исходные данные. Примечания |
| Расчет подготовительно- заключительного времени Тп-з, мин | Тп-з = ТА + ТБ + ТВ. ТА из табл. 22, часть 1а; ТБ из табл. 22, часть 1б; ТВ принять в размере 7–10 мин | 1. Диаметр шпинделя горизонтально-расточного станка. 2. Способ установки детали. 3. Перечень дополнительных приемов по табл. 22, части 1б. Если дополнительных приемов нет, то ТБ = 0. 4. Количество переходов на операции | |
| Расчет основного времени То, мин | Определяется в результате расчетов режимов резания. См. формулы (5) и (6) (раздел 1, п. 1.1) | ||
| Определение состава и последовательности приемов, связанных с установкой и снятием детали | Табл. 59 | 1. Способ установки детали. 2. Вид приспособления. 3. Необходимость переустановки детали с кантованием | |
| Расчет вспомогательного времени на установку и снятие детали Ту.с, мин. Время tу.с при установке детали на столе или угольнике включает в себя непосредственно время на установку и снятие детали, а также время на закрепление и открепление детали Тз.о в сумме. Время Ту.доп определяется отдельно на все дополнительные приемы |
Установка детали:
а) на столе или угольнике вручную:
Ту.с = (i + 1)tу.с + Ту.доп.
 из табл. 23;
Ту.доп из табл. 27;
б) на столе или угольнике краном:
Ту.с = (i + 1)tу.с + Ту.доп.
из табл. 24;
Ту.доп из табл. 27; из табл. 23;
Ту.доп из табл. 27;
б) на столе или угольнике краном:
Ту.с = (i + 1)tу.с + Ту.доп.
из табл. 24;
Ту.доп из табл. 27;
| 1. Масса детали. 2. Количество зажимов. 3. Способ установки детали. 4. Характер выверки. 5. Состояние установочной поверхности. 6. Количество одновременно устанавливаемых деталей. 7. Количество выверяемых плоскостей и точность выверки. 8. Перечень дополнительных приемов (если их нет, то Ту.доп = 0). 9. Количество переустановок детали i |
Продолжение табл. 21
| Расчет вспомогательного времени на установку и снятие детали Ту.с, мин. Время tу.с при установке детали на столе или угольнике включает в себя непосредственно время на установку и снятие детали, а также время на закрепление и открепление детали Тз.о в сумме. Время Ту.доп определяется отдельно на все дополнительные приемы |
в) в специальном приспособлении:
Ту.с = ( +Тз.о) ´
´ (i + 1) + Ту.доп.
из табл. 25;
Тз.о из табл. 26;
Ту.доп из табл. 27
| Примечания. 1. i – количество переустановок детали в течение операции, которые необходимы для поворота или кантования детали с обязательным откреплением и последующим ее закреплением. Если в течение операции нет необходимости в повороте или кантовании детали, то i = 0. 2. При установке детали в спецприспособление ко времени tу.с следует добавить время на закрепление и открепление детали Тз.о, приведенное в табл. 26 | |
| Определение состава и последовательности приемов, связанных с каждым переходом на операции | Табл. 28 | 1. Характер обработки. 2. Способ настройки станка на размер | |
| Расчет вспомогательного времени, связанного с переходом Тпер, мин | Тпер = tпер – из табл. 29. Тпер = Σtпер, если переходов на операции более одного | 1. Характер обработки. 2. Диаметр шпинделя станка. 3. Для сверления – длина и диаметр сверления, обрабатываемый материал. 4. Способ крепления инструмента. 5. Точность обработки. 6. Измеряемый размер. 7. Перечень приемов, связанных с переходом | |
| Расчет вспомогательного времени на совмещение оси шпинделя с осью обрабатываемого отверстия Тсовм, мин | Тсовм = tсовм – из табл. 30. Тсовм = Σtсовм, если совмещений оси шпинделя с осью обрабатываемого отверстия на операции более одного | 1. Диаметр шпинделя станка. 2. Длина перемещения. 3. Вид базы для совмещения оси шпинделя с осью обрабатываемого отверстия. 4. Способ измерения. 5. Количество перемещений шпинделя и стола. 6. Точность межцентрового расстояния |
Окончание табл. 21
| Расчет вспомогательного времени на дополнительные приемы управления станком Тупр, мин | Тупр – из табл. 31. Тупр определяется как сумма времени на все выявленные дополнительные приемы управления станком | 1. Диаметр шпинделя станка. 2. Перечень дополнительных приемов управления станком. Примечание. Данные приемы управления станком выполняются дополнительно по мере необходимости (если их нет, то Тупр = 0). Приемы управления следует учитывать столько раз, сколько они встречаются на операции | |
| Расчет времени на контрольные измерения Тиз, мин | Последовательность определения и нормативные материалы времени на контрольные измерения Тиз приведены в разделе 4 | ¾ | |
| Расчет вспомогательного времени Тв, мин | Тв = =Ту.с+Тпер+Тсовм+Тупр+Тиз | Табл. 21, поз. 4–9 | |
| Расчет оперативного времени Топ, мин | Топ = То + Тв | Табл. 21, поз. 2 и 10 | |
| Расчет времени организационно-технического обслуживания рабочего места в течение операции ивремени, затрачиваемого человеком на отдых и личные надобности Тоб.от, мин | Тоб.от = (Топ а) / 100%. а (%) – из табл. 22, часть 2 | Диаметр шпинделя станка | |
| Расчет штучного времени Тшт, мин | Тшт = То + Тв + Тоб.от | Табл. 21, поз. 2, 10 и 12 | |
| Расчет партии запуска nш, шт. | 
| N – годовая программа выпуска деталей, шт.; ап – периодичность запуска в днях (рекомендуется принимать: 3, 6, 12, 24 дня); Драб – количество рабочих дней в году. | |
| Расчет штучно-калькуляционного времени Тш-к, мин | 
| Табл. 21, поз. 1, 13 и 14 |
Таблица 22
| |||||||||
| 1. Подготовительно-заключительное время Тп-з а) Время на наладку станка, инструмента и приспособлений ТА | |||||||||
| № поз. | Способ установки детали | Количество переходов в операции до | Диаметр шпинделя, мм | ||||||
| Время, мин | |||||||||
| На столе | с креплением болтами и планками | ||||||||
| св. 30 | |||||||||
| На угольнике | |||||||||
| св. 30 | |||||||||
| В приспособлении (с креплением и выверкой приспособления на столе) | |||||||||
| б) Время на дополнительные приемы ТБ | |||||||||
| Установка и снятие | дополнительного стола | ||||||||
| приспособления на столе | |||||||||
| летучего суппорта | вручную | ||||||||
| краном | ― | ― | |||||||
| угольника (без выверки) | вручную | ||||||||
| краном | |||||||||
| задней стойки или люнета | |||||||||
| резцедержателя на планшайбе | |||||||||
| звездочки для поворота летучего суппорта | ― | 2,5 | |||||||
| Перемещение | задней стойки по направляющим | 2,5 | |||||||
| подшипника задней стойки | 1,5 | ||||||||
| Настройка на нарезание резьбы резцом | |||||||||
| 2. Время на обслуживание рабочего места, отдых, естественные надобности (а, %) от оперативного времени | |||||||||
Таблица 23
| |||||||||
| № поз. | Способ установки детали | Характер выверки | Состояние установочной поверхности | Количество одновременно устанавливаемых деталей | Количество болтов | Масса детали, кг до | |||
| Время, мин (на комплект одновременно устанавливаемых деталей) | |||||||||
| На столе с креплением болтами и планками | Без выверки | Обработанная | 0,80 | 0,85 | 1,00 | 1,10 | |||
| 1,40 | 1,60 | 1,80 | 2,00 | ||||||
| 1,80 | 2,10 | 2,30 | 2,70 | ||||||
| 2,30 | 2,70 | 3,00 | 3,50 | ||||||
| Выверка простая | По контуру неразмеченной поверхности в одной или двух плоскостях | Необработанная (отливка) | 1,35 | 1,60 | 1,85 | 2,20 | |||
| 2,60 | 3,00 | 3,50 | 4,15 | ||||||
| 3,60 | 4,10 | 4,90 | 5,80 | ||||||
| 4,60 | 5,40 | 6,40 | 7,50 | ||||||
| Обработанная | 1,05 | 1,20 | 1,40 | 1,65 | |||||
| 1,90 | 2,20 | 2,50 | 3,00 | ||||||
| 2,50 | 3,00 | 3,40 | 4,10 | ||||||
| 3,30 | 3,90 | 4,50 | 5,40 |
Окончание табл. 23
| ||||||||||
| № поз. | Способ установки детали | Характер выверки | Состояние установочной поверхности | Количество одновременно устанавливаемых деталей | Количество болтов | Масса детали, кг до | ||||
| Время, мин (на комплект одновременно устанавливаемых деталей) | ||||||||||
| На столе с креплением болтами и планками | Выверка сложная | По разметке в одной или двух плоскостях | Необработанная (отливка) | 2,0 | 2,3 | 2,5 | 2,9 | |||
| 4,0 | 4,4 | 4,8 | 5,5 | |||||||
| 5,7 | 6,2 | 6,9 | 7,9 | |||||||
| 7,4 | 8,2 | 9,1 | 10,3 | |||||||
| Обработанная | 1,5 | 1,7 | 1,9 | 2,2 | ||||||
| 2,8 | 3,2 | 3,6 | 4,3 | |||||||
| 3,9 | 4,5 | 5,0 | 6,0 | |||||||
| 5,1 | 5,9 | 6,7 | 7,9 | |||||||
| На угольнике с креплением болтами и планками | Без выверки | Обработанная с направляющей | 1,6 | 1,75 | 1,85 | 2,0 | ||||
| По контуру неразмеченной поверхности | Обработанная | 2,1 | 2,3 | 2,5 | 2,8 | |||||
| По разметке | 2,6 | 2,9 | 3,3 | 3,7 |
Таблица 24
| ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ КРАНОМ tу.с | Горизонтально-расточные станки | ||||||||||||
| № поз. | Способ установки детали | Характер выверки | Состояние установочной поверхности | Количество выверяемых плоскостей | Отношение высоты детали к ширине установочной поверхности | Точность выверки, мм | Масса детали, кг до | ||||||
| Время, мин | |||||||||||||
| На столе | на подставках (тумбах) или брусках | Без выверки | Обработанная | ― | ― | ― | 3,2 | 3,4 | 3,7 | 4,0 | 4,3 | 4,5 | |
| Рейсмусом по разметке или грубо обработанной поверхности | £ 3 | 0,3–1,0 | 4,0 | 4,2 | 4,7 | 5,3 | 6,1 | 6,6 | |||||
| > 3 | 4,5 | 5,0 | 5,5 | 6,3 | 7,1 | 8,2 | |||||||
| Необработанная | 2 – 3 | £ 3 | 8,0 | 12,5 | |||||||||
| > 3 | |||||||||||||
| Индикатором по обработанной поверхности | Обработанная | £ 3 | 0,1–0,3 | 4,5 | 5,5 | 6,5 | 7,0 | 8,0 | 9,0 | ||||
| до 0,05 | 8,5 | 9,5 | 12,5 | ||||||||||
| > 3 | 0,1–0,3 | 6,0 | 7,0 | 8,0 | 9,0 | 10,5 | 11,5 | ||||||
| до 0,05 | 10,5 | 13,5 | |||||||||||
| на домкратах или башмаках | Рейсмусом по разметке или грубо обработанной поверхности | £ 3 | 0,3–1,0 | 5,5 | 6,0 | 6,5 | 7,5 | 8,5 | |||||
| > 3 | 8,0 | 9,0 |
Окончание табл. 24
| ВСПОМОГАТЕЛЬНОЕ ВРЕМЯ НА УСТАНОВКУ И СНЯТИЕ ДЕТАЛИ КРАНОМ tу.с | Горизонтально-расточные станки | ||||||||||||||||
| № поз. | Способ установки детали | Характер выверки | Состояние установочной поверхности | Количество выверяемых плоскостей | Отношение высоты детали к ширине установочной поверхности | Точность выверки, мм | Масса детали, кг до | ||||||||||
| Время, мин | |||||||||||||||||
| На столе | на домкратах или башмаках | Рейсмусом по разметке или грубо обработанной поверхности | Необработанная | 2–3 | £ 3 | 0,3–1,0 | 6,5 | 7,0 | 8,0 | 9,0 | |||||||
| > 3 | 9,5 | 10,5 | 13,5 | ||||||||||||||
| Индикатором по обработанной поверхности | Обработанная | £ 3 | 0,1–0,3 | 6,5 | 7,5 | 8,5 | 12,5 | ||||||||||
| до 0,05 | 10,5 | ||||||||||||||||
| > 3 | 0,1–0,3 | 9,0 | 11,5 | ||||||||||||||
| до 0,05 | |||||||||||||||||
| Необработанная | 2–3 | £ 3 | 0,1–0,3 | 9,0 | 11,5 | ||||||||||||
| до 0,05 | |||||||||||||||||
| > 3 | 0,1–0,3 | 12,5 | 16,5 | ||||||||||||||
| до 0,05 | |||||||||||||||||
| На угольнике | Без выверки | ― | ― | ― | ― | 4,5 | 5,0 | 5,5 | 6,0 | 6,0 | 6,5 | ||||||
| Рейсмусом по разметке или грубо обработанной поверхности | Обработанная | ― | 0,3–1,0 | 5,5 | 6,0 | 7,0 | 7,5 | 8,5 | 9,5 | ||||||||
| Необработанная | 2–3 | ― | 0,3–1,0 | 13,5 | 19,5 | ||||||||||||
| Индикатором по обработанной поверхности | Обработанная | ― | 0,1–0,3 | 7,0 | 7,5 | 8,5 | |||||||||||
| до 0,05 | 13,5 | 16,5 | 18,5 | ||||||||||||||
Таблица 25
| |||||
| № поз. | Способ базирования | Уста- новка | Масса детали, кг до | Время, мин | |
| Наименование | Эскиз | ||||
| По одной плоскости 1 и шпоночному пазу 2 | 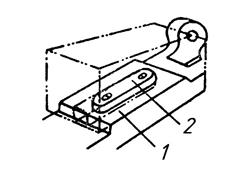
| Вручную | 0,75 | ||
| 0,85 | |||||
| 1,10 | |||||
| Краном | 2,10 | ||||
| 2,30 | |||||
| 2,50 | |||||
| 2,70 | |||||
| 3,30 | |||||
| По двум плоскостям 1 и 2 | 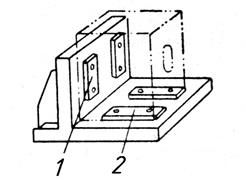
| Вручную | 0,53 | ||
| 0,60 | |||||
| 0,75 | |||||
| Краном | 1,90 | ||||
| 2,10 | |||||
| 2,30 | |||||
| 2,50 | |||||
| 3,00 | |||||
| По двум плоскостям 1 и 2 с досылкой до упора 3 | 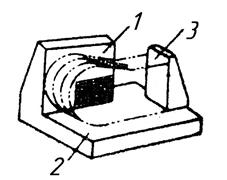
| Вручную | 0,50 | ||
| 0,55 | |||||
| 0,85 | |||||
| Краном | 2,10 | ||||
| 2,30 | |||||
| 2,50 | |||||
| 2,70 | |||||
| 3,30 | |||||
| По двум плоскостям 1 и шпоночному пазу 2 | 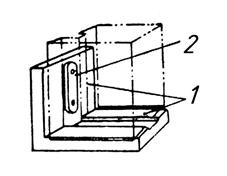
| Вручную | 0,90 | ||
| 1,00 | |||||
| 1,30 | |||||
| Краном | 2,30 | ||||
| 2,80 | |||||
| 3,20 | |||||
| 3,60 | |||||
| 4,30 |
Продолжение табл. 25
| |||||
| № поз. | Способ базирования | Уста- новка | Масса детали, кг до | Время, мин | |
| Наименование | Эскиз | ||||
| По трем плоскостям 1, 2 и 3 | 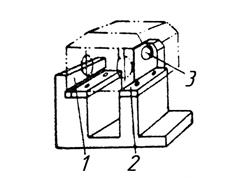
| Вручную | 0,70 | ||
| 0,80 | |||||
| 1,15 | |||||
| Краном | 2,20 | ||||
| 2,40 | |||||
| 2,65 | |||||
| 2,90 | |||||
| 3,40 | |||||
| По одной цилиндрической поверхности (на призму) 1 | 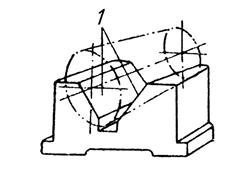
| Вручную | 0,32 | ||
| 0,37 | |||||
| 0,42 | |||||
| Краном | 1,25 | ||||
| 1,40 | |||||
| 1,55 | |||||
| 1,70 | |||||
| 2,10 | |||||
| По одной цилиндрической поверхности (на призму) 1 и одной плоскости 2 | 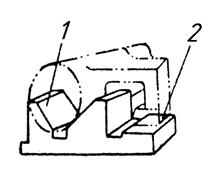
| Вручную | 0,40 | ||
| 0,44 | |||||
| 0,50 | |||||
| Краном | 1,40 | ||||
| 1,60 | |||||
| 1,75 | |||||
| 1,95 | |||||
| 2,40 | |||||
| По двум цилиндрическим поверхностям (на две призмы) 1 | 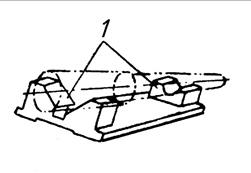
| Вручную | 0,42 | ||
| 0,50 | |||||
| 0,60 | |||||
| Краном | 1,80 | ||||
| 2,00 | |||||
| 2,30 | |||||
| 2,50 | |||||
| 3,10 |
Окончание табл. 25
| |||||
| № поз. | Способ базирования | Уста- новка | Масса детали, кг до | Время, мин | |
| Наименование | Эскиз | ||||
| По отверстию на один палец 1 и одной плоскости 2 | 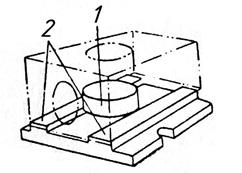
| Вручную | 0,55 | ||
| 0,65 | |||||
| 0,85 | |||||
| Краном | 1,90 | ||||
| 2,10 | |||||
| 2,30 | |||||
| 2,40 | |||||
| 2,70 | |||||
| По отверстию на один палец 1 и двум плоскостям 2 | 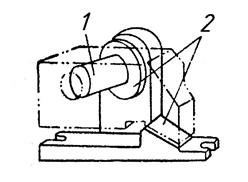
| Вручную | 0,60 | ||
| 0,70 | |||||
| 0,90 | |||||
| Краном | 2,40 | ||||
| 2,80 | |||||
| 3,20 | |||||
| 3,50 | |||||
| 4,40 | |||||
| По отверстию на один палец 1 с фиксацией шпилькой 2 | 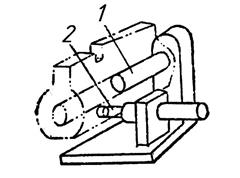
| Вручную | 0,75 | ||
| 0,85 | |||||
| 1,10 | |||||
| Краном | 2,90 | ||||
| 3,20 | |||||
| 3,50 | |||||
| 3,70 | |||||
| 4,60 | |||||
| По отверстию на два пальца 1 и одной плоскости 2 | 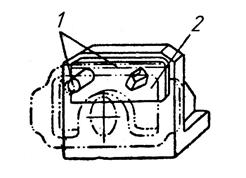
| Вручную | 0,68 | ||
| 0,80 | |||||
| 1,05 | |||||
| Краном | 2,60 | ||||
| 3,10 | |||||
| 3,50 | |||||
| 4,00 | |||||
| 5,00 |
Таблица 26
| ||||
| № поз. | Способ закрепления | Масса детали, кг до | Время, мин | |
| Наименование | Эскиз | |||
| Одним винтовым зажимом 2 со стопорным винтом регулировки 1 | 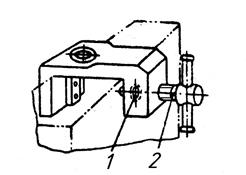
| 0,17 | ||
| 0,19 | ||||
| 0,22 | ||||
| 0,23 | ||||
| 0,24 | ||||
| 0,25 | ||||
| 0,26 | ||||
| 0,30 | ||||
| Одним винтовым зажимом 2 с фиксатором 1 | 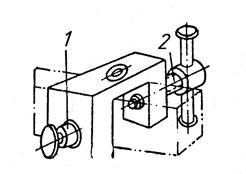
| 0,17 | ||
| 0,19 | ||||
| 0,22 | ||||
| 0,23 | ||||
| 0,24 | ||||
| 0,25 | ||||
| 0,26 | ||||
| 0,30 | ||||
| Одним винтовым зажимом 2 и двумя болтами 1 с помощью гаечного ключа | 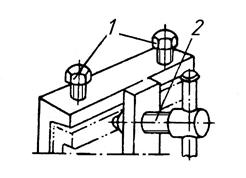
| 0,80 | ||
| 0,85 | ||||
| 0,93 | ||||
| 0,97 | ||||
| 1,04 | ||||
| 1,10 | ||||
| 1,18 | ||||
| 1,30 | ||||
| Двумя винтовыми зажимами 2 и одним прихватом 1 с помощью гаечного ключа | 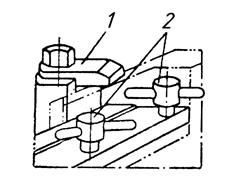
| 0,60 | ||
| 0,65 | ||||
| 0,75 | ||||
| 0,78 | ||||
| 0,83 | ||||
| 0,87 | ||||
| 0,91 | ||||
| 1,00 |
Продолжение табл. 26
| ||||
| № поз. | Способ закрепления | Масса детали, кг до | Время, мин | |
| Наименование | Эскиз | |||
| Двумя винтовыми зажимами 1 и двумя прихватами 2 с помощью гаечного ключа | 
| 1,00 | ||
| 1,07 | ||||
| 1,20 | ||||
| 1,24 | ||||
| 1,30 | ||||
| 1,38 | ||||
| 1,47 | ||||
| 1,60 | ||||
| Тремя винтовыми зажимами 1 | 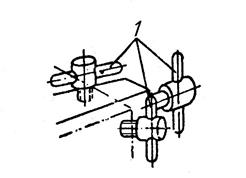
| 0,30 | ||
| 0,35 | ||||
| 0,45 | ||||
| 0,47 | ||||
| 0,49 | ||||
| 0,51 | ||||
| 0,53 | ||||
| 0,58 | ||||
| Тремя винтовыми зажимами 2 и двумя болтами 1 с помощью гаечного ключа | 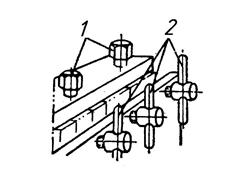
| 1,00 | ||
| 1,08 | ||||
| 1,25 | ||||
| 1,30 | ||||
| 1,40 | ||||
| 1,45 | ||||
| 1,51 | ||||
| 1,68 | ||||
| Одним болтом 1 и тремя прихватами 2 с помощью гаечного ключа | 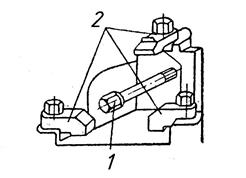
| 1,55 | ||
| 1,62 | ||||
| 1,75 | ||||
| 1,85 | ||||
| 1,95 | ||||
| 2,02 | ||||
| 2,08 | ||||
| 2,40 |
Окончание табл. 26
| ||||
| № поз. | Способ закрепления | Масса детали, кг до | Время, мин | |
| Наименование | Эскиз | |||
| Двумя болтами 1 и клином 2 с помощью гаечного ключа | 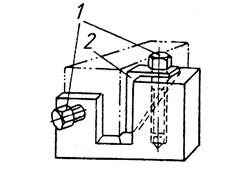
| 1,07 | ||
| 1,11 | ||||
| 1,20 | ||||
| 1,25 | ||||
| 1,30 | ||||
| 1,40 | ||||
| 1,47 | ||||
| 1,60 | ||||
| Одной гайкой 1 с быстросъемной шайбой 2 с помощью гаечного ключа | 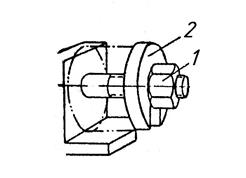
| 0,40 | ||
| 0,42 | ||||
| 0,45 | ||||
| 0,47 | ||||
| 0,50 | ||||
| 0,52 | ||||
| 0,55 | ||||
| 0,61 | ||||
| Двумя гайками 1 и двумя откидными или скользящими планками 2 с помощью гаечного ключа | 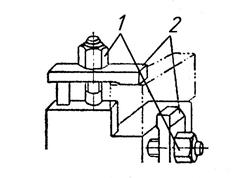
| 0,80 | ||
| 0,84 | ||||
| 0,90 | ||||
| 0,95 | ||||
| 1,00 | ||||
| 1,08 | ||||
| 1,15 | ||||
| 1,23 | ||||
| Двумя винтовыми зажимами 1 со скользящими планками 2 с помощью гаечного ключа и двумя прижимными болтами 3 от руки | 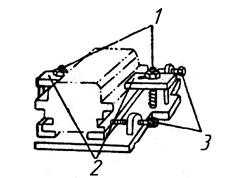
| 1,00 | ||
| 1,07 | ||||
| 1,20 | ||||
| 1,22 | ||||
| 1,26 | ||||
| 1,30 | ||||
| 1,35 | ||||
| 1,45 |
Таблица 27
| |||||||
| Время на дополнительные приемы, связанные с установкой и снятием детали, Ту.доп а) поворот и кантование детали* | |||||||
| № поз. | Наименование приема | Масса детали или приспособления с деталью, кг до | |||||
| свыше 30 | |||||||
| Время, мин | |||||||
| Повернуть деталь или приспособление с деталью вокруг оси на угол до | 45° | 0,03 | 0,04 | 0,05 | 0,06 | ||
| 90° | 0,03 | 0,04 | 0,05 | 0,07 | |||
| 180° | 0,04 | 0,05 | 0,06 | 0,09 | |||
| Кантовать (перевернуть) деталь на угол до | 90° | 0,04 | 0,05 | См. табл. 60 | |||
| 180° | 0,05 | 0,06 | |||||
| б) очистка приспособления от стружки** | |||||||
| № поз. | Наименование приема | Размер приспособления, мм до | |||||
| 100×100 | 200×300 | 300×500 | 500× ×1000 | св.500× ×1000 | |||
| Время, мин | |||||||
| Очистка приспособления от стружки | сжатым воздухом | 0,06 | 0,07 | 0,08 | 0,09 | 0,12 | |
| щеткой | 0,06 | 0,08 | 0,10 | 0,12 | 0,14 | ||
| в) переноска или перемещение детали | |||||||
| № поз. | Наименование приема | Масса детали или детали с приспособлением, кг до | |||||
| Время, мин | |||||||
| Дополнительная переноска или перемещение детали на длину, мм | до 300 | 0,01 | 0,02 | 0,03 | 0,04 | 0,06 | |
| св. 300 | 0,02 | 0,03 | 0,04 | 0,06 | 0,08 | ||
| Примечания: * На каждый поворот/кантование детали с переустановкой ко времени Ту.с следует добавить время на переустановку детали, равное по величине выбранному времени tу.с (см. примечание в табл. 21, поз. 4). ** При очистке приспособления, имеющего выступы, впадины, отверстия и т.п., приведенное время в поз. 6 и 7 принимать с коэффициентом К = 1,3 |
Таблица 28
| ||
| № п/п | Наименование приема | |
| 1. Сверление | ||
| Подвести инструмент к детали перемещением шпинделя | ||
| Включить вращение шпинделя | ||
| Включить подачу | ||
| Сверлить (время в комплекс не входит – основное машинное время) | ||
| Вывести и ввести сверло (количество выводов и вводов в зависимости от глубины сверления) – время в комплекс уже входит | ||
| Выключить подачу | ||
| Вывести сверло вручную окончательно | ||
| Выключить вращение шпинделя | ||
| 2. Обработка отверстия инструментом, установленным в шпинделе или борштанге | ||
| а) без взятия пробной стружки | ||
| Подвести инструмент к детали перемещением шпинделя | ||
| Включить вращение шпинделя | ||
| Включить подачу | ||
| Рассверлить, зенкеровать, развернуть или расточить (время в комплекс не входит) | ||
| Выключить подачу | ||
| Переместить шпиндель по рейке в горизонтальном направлении вручную | ||
| Выключить вращение шпинделя | ||
| б) со взятием пробной стружки | ||
| Подвести инструмент к детали перемещением шпинделя | ||
| Установить инструмент на размер по разметке или шаблону | ||
| Включить вращение шпинделя | ||
| Включить подачу | ||
| Расточить (время в комплекс не входит – основное машинное время) | ||
| Выключить подачу | ||
| Отвести инструмент от детали перемещением шпинделя | ||
| Выключить вращение шпинделя | ||
| Измерить | ||
| Установить инструмент па размер по разметкам или шаблону | ||
| Включить вращение шпинделя | ||
| Включить подачу | ||
| Расточить (время в комплекс не входит – основное машинное время) | ||
| Выключить подачу | ||
| Переместить шпиндель по рейке в горизонтальном направлении вручную | ||
| Выключить вращение шпинделя |
Продолжение табл. 28
| ||
| № п/п | Наименование приема | |
| в) со взятием двух или трех пробных стружек | ||
| При взятии двух или трех пробных стружек к приемам, указанным для растачивания с одной пробной стружкой, добавляются приемы с 1 по 9 в количестве, соответствующем числу пробных стружек | ||
| 3. Подрезка торцов, цекование и зенкование | ||
| Подвести инструмент к детали перемещением шпинделя | ||
| Включить вращение шпинделя | ||
| Подрезать плоскость (время в комплекс не входит – основное машинное время) | ||
| Отвести инструмент от детали перемещением шпинделя | ||
| Выключить вращение шпинделя | ||
| 4. Фрезерование с установкой фрезы по нониусу | ||
| Подвести инструмент к детали | ||
| Установить инструмент на размер по лимбу (нониусу) | ||
| Включить вращение шпинделя | ||
| Включить подачу | ||
| Фрезерование (время в комплекс не входит – основное машинное время) | ||
| Выключить подачу | ||
| Включить подачу автоматического перемещения стола | ||
| Отвести инструмент от детали | ||
| Выключить подачу автоматического перемещения стола | ||
| Выключить вращение шпинделя | ||
| 5. Фрезерование с установкой фрезы по разметке | ||
| Подвести инструмент к детали | ||
| Установить инструмент на размер по разметке | ||
| Включить вращение шпинделя | ||
| Включить подачу | ||
| Фрезеровать (время в комплекс не входит – основное машинное время) | ||
| Выключить подачу | ||
| Включить подачу автоматического перемещения стола | ||
| Отвести инструмент от детали | ||
| Выключить подачу автоматического перемещения стола | ||
| Выключить вращение шпинделя | ||
| 6. Фрезерование со взятием одной пробной стружки | ||
| Подвести инструмент к детали | ||
| Установить инструмент на размер по лимбу |
Продолжение табл. 28
| ||
| № п/п | Наименование приема | |
| Включить вращение шпинделя | ||
| Включить подачу | ||
| Фрезеровать (время в комплекс не входит – основное машинное время) | ||
| Выключить подачу | ||
| Отвести инструмент от детали | ||
| Выключить вращение шпинделя | ||
| Измерить | ||
| Установить фрезу на размер по лимбу | ||
| Выключить вращение шпинделя | ||
| Включить подачу | ||
| Фрезеровать (время в комплекс не входит – основное машинное время) | ||
| Выключить подачу | ||
| Включить подачу автоматического перемещения стола | ||
| Отвести инструмент от детали | ||
| Выключить подачу автоматического перемещения стола | ||
| Выключить вращение шпинделя | ||
| 7. Обработка отверстий инструментом, установленным на планшайбе | ||
| а) с установкой резца по лимбу | ||
| Подвести инструмент к детали | ||
| Установить резец на размер по лимбу | ||
| Включить вращение шпинделя | ||
| Включить подачу | ||
| Расточить (время в комплекс не входит – основное машинное время) | ||
| Выключить подачу | ||
| Отвести инструмент от детали перемещением резцедержателя на планшайбе | ||
| Включить подачу автома |
Дата добавления: 2022-02-05; просмотров: 513;
Поиск по сайту
Узнать еще
- I. Обвально-осыпная группа склонов.
- II группа ДТС, при которых вероятны столкновения с автомобилями, обладающими преимущественным правом проезда
- II. Дифференцированный подход к различным группам населения
- IX группа ДТС, в которых возможны происшествия из-за переутомления водителей
- АГЕНТЫ С АКТИВНЫМИ ОТРИЦАТЕЛЬНЫМИ ПОЛЯРНЫМИ ГРУППАМИ
- Анализ приводов и систем числового управления станков
- В двух группах суггерендов
- Взаимоотношения: анализ взаимоотношений между группами, представляющими разные стороны

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
