Сверление, развертывание и зенкование отверстий
Сверлениемназывается образование снятием стружки отверстий в сплошном материале с помощью режущего инструмента – сверла. Сверление применяют для получения отверстий невысокой степени точности, и для получения отверстий под нарезание резьбы, зенкирование и развёртывания. Сверление применяется:
· для получения неответственных отверстий невысокой степени точности и значительной шероховатости, например под крепёжные болты, заклёпки, шпильки и т.д.;
· для получения отверстий под нарезание резьбы, развёртывания и зенкерование.
Сверление можно получить отверстие с точностью по 10-му, в отдельных случаях – по 11-му квалитету и шероховатостью поверхности Rz 320…80.
Свёрла бывают различных видов и изготовляются из быстрорежущих, легированных и углеродистых сталей, а также оснащаются пластинками-наплавками из твёрдых сплавов. Сверло имеет две режущих кромки. Для обработки металлов различной твёрдости, применяют свёрла с различным углом наклона винтовой канавки. Для сверления стали пользуются свёрлами с углом наклона канавки 18…30 градусов, для сверления лёгких и вязких металлов – 40…45 градусов, при обработки алюминия и дюралюминия – 45 градусов. Хвостовики у спиральных свёрл могут быть коническими и цилиндрическими. Конические хвостовики имеют свёрла диаметром 6…80мм. Эти хвостовики образуются конусом Морзе. Шейка сверла, соединяющая рабочую часть с хвостовиком, имеет меньший диаметр, чем диаметр рабочей части.
Свёрла бывают оснащённые пластинками из твёрдых сплавов, с винтовыми, прямыми и косыми канавками, а также с отверстиями для подвода охлаждающей жидкости, твёрдосплавных монолитов, комбинированных, центровочных и перовых свёрл. Эти свёрла изготовляют из инструментальных углеродистых сталей У10, У12, У10А и У12А, а чаще – из быстрорежущей стали Р6М5.
Заточка сверл.
Заточку выполняют в защитных очках (если на станке нет прозрачного экрана). Угол заточки выбирается в соответствии с обрабатываемы материалом. Качество заточки свёрл проверяют специальными шаблонами с вырезами. Шаблон с тремя вырезами позволяет проверять длину режущей кромки, угол заточки, угол заострения, а также угол наклона поперечной кромки. Для улучшения условий работы свёрл применяют специальные виды заточки.
Сверление.
Чтобы повысить стойкость режущего инструмента и получить чистую поверхность отверстия, при сверлении металлов и сплавов на станках пользуются охлаждающей жидкостью (см. таблицу 7.1).
Таблица 7.1. - Использование жидкостей при сверлении
| Просверливаемый материал | Рекомендуемая охлаждающая жидкость |
| Сталь | Мыльная эмульсия или смесь минерального и жирных масел |
| Чугун | Мыльная эмульсия или обработка всухую |
| Медь | Мыльная эмульсия или сурепное масло |
| Алюминий | Мыльная эмульсия или обработка всухую |
| Дюралюминий | Мыльная эмульсия, керосин с касторовым или сурепным маслом |
| Силумин | Мыльная эмульсия или смесь спирта со скипидаром |
| Резина, эбонит, фибра | Обработка всухую |
Сверление жаропрочных сталей осуществляется при обильном охлаждении 5%-ной эмульсией или водным раствором хлористого бария с добавкой 1% нитрата натрия.
Сверление лёгких сплавов требует особого внимания. Для обработки алюминиевых сплавов свёрла имеют большие углы при вершине (65…70 градусов), угол наклона винтовых канавок (35…45 градусов), задний угол равен 8…10 градусов.
Сверление пластмасс можно производить любыми видами свёрл, однако нужно учитывать их механические свойства. При сверлении одних для охлаждения используют воздух, другие охлаждают 5%-ным раствором эмульсола в воде. Чтобы выходная сторона при сверлении не крошилась, под неё подкладывают жёсткую металлическую опору.
При работе на сверлильном станке необходимо соблюдать требования безопасности.
Зенкерованием называется процесс обработки зенкерами цилиндрических и конических необработанных отверстий в деталях, полученных литьём, ковкой штамповкой, сверлением, с целью увеличения их диаметра, качества поверхности, повышения точности (уменьшение конусности, овальности).
По внешнему виду зенкер напоминает сверло, но имеет больше режущих кромок (три – четыре) и спиральных канавок. Работает зенкер как сверло, совершая вращательное движение вокруг оси, а поступательное - вдоль оси отверстия. Зенкеры изготавливают из быстрорежущей стали; они бывают двух типов – цельные с коническим хвостиком и насадные. Первые для предварительной, а вторые для окончательной обработки отверстий.
Зенкование – это процесс обработки специальным инструментом цилиндрических или конических углублений и фасок просверленных отверстий под головки болтов, винтов и заклёпок. Основной особенностью зенковок по сравнению с зенкерами является наличие зубьев на торце и направляющих цапф, которыми зенковки вводятся в просверленное отверстие. Зенковки бывают; цилиндрическая имеющая направляющую цапфу, рабочую часть, состоящую из 4…8 зубьев и хвостовика; коническая имеет угол конуса при вершине 30, 60, 90 и 120 градусов; державка с зенковкой и вращающимся ограничителем позволяет зенковать отверстия на одинаковую глубину, что трудно достичь при пользовании обычными зенковками; ценковки в виде насадных головок, имеют торцевые зубья, используют их для обработки бобышек под шайбы, упорные кольца и гайки. Крепление зенковок и ценковок не отличается от крепления свёрл.
Развёртывание – это процесс чистовой обработки отверстий, обеспечивающий точность по 7…9-му квалитетам и шероховатость поверхности Ra 1,25…0,63. Развёртки – это инструмент для развёртывания отверстий ручным или машинным способом. Развёртки, применяемые для ручного развёртывания, называются ручными, а для станочного развёртывания – машинными.
По форме обрабатываемого отверстия развёртки подразделяют на цилиндрические и конические. Ручные и машинные развёртки состоят из трёх основных частей: рабочей, шейки и хвостовика. У ручных развёрток обратный конус составляет 0,05…0,1мм, а у машинных – 0,04…0,3мм. Машинные развёртки изготовляют с равномерным распределением зубьев по окружности. Число зубьев развёрток чётное – 6, 8, 10 и т.д. Чем больше зубьев, чем выше качество обработки. Ручные и машинные развёртки выполняют с прямыми (прямозубые) и винтовыми (спиральные) канавками (зубьями).
Развёртыванию всегда предшествует сверление и зенкерование отверстий.
При развёртывании отверстий необходимо выполнять те же требования безопасности, что и при сверлении.
Нарезание резьбы
Нарезанием резьбыназывается её образование снятием стружки (а также пластическим деформированием) на наружных или внутренних поверхностях заготовок деталей. Резьба бывает наружной и внутренней.Деталь (стержень) с наружной резьбой называется винтом,а с внутренней – гайкой. Эти резьбы изготавливаются на станках или вручную. Основные элементы резьбы представлены на рисунке 7.1.
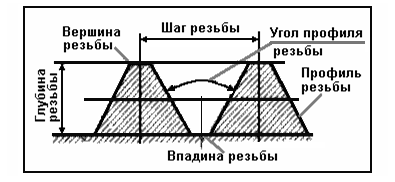
Рисунке 7.1.- Основные элементы резьбы.
Профили резьб для различных применений формируются формой режущей части инструмента, с помощью которого нарезается резьба. Различают следующие основные виды резьб:
А) цилиндрическая треугольная резьба. Это крепёжная резьба, нарезается на шпильках – гайка, болтах.
Б) прямоугольная резьба имеет прямоугольный (квадратный) профиль. Трудна в изготовлении, непрочна и применяется редко.
В) трапецеидальная ленточная резьба имеет сечение в виде трапеции с углом профиля, равным 30 градусам. Применяется для передачи движений или больших усилий в металлорежущих станках (ходовые винты, домкраты, прессы и т.д.)
Г) упорная резьба имеет профиль в виде неравнобокой трапеции с рабочим углом при вершине, равным 30 градусам. Основания витков закруглены, что обеспечивает в опасном сечении прочный профиль.
Д) круглая резьба имеет профиль, образованный двумя дугами, сопряжёнными с небольшими прямолинейными участками, и углом, равным 30 градусам. В машиностроении эта резьба применяется редко, её применяют в соединениях подвергающихся сильному износу (арматура пожарного трубопровода, вагонные стяжки, крюки грузоподъёмных машин и т.д.).
Резьба может быть левая и правая, по числу ниток резьбы разделяют на одноходовые и многоходовые.
В машиностроении применяют три системы резьб: метрическую, дюймовую и трубную.
Метрическая резьба имеет треугольный профиль с плоскосрезанными вершинами, и шаг выражен в миллиметрах, они делятся на резьбы с нормальным и мелким шагом. Маркируются следующим образом: М20 (М - метрическая), число (20- наружный диаметр резьбы в мм.), нормальный шаг берется по таблицам. Для резьб с мелким шагом М20х1,5 – то же самое с добавлением шага *1,5 (1,5- шаг резьбы, мм). Их применяют как крепёжные: с нормальным шагом – при значительных нагрузках и для крепёжных деталей (гаек, болтов, винтов), с мелким шагом – при малых нагрузках и тонких регулировках.
Дюймовая резьба имеет треугольный плоскосрезанный профиль с углом 55 градусов (резьба Витворта) или 60 градусов (резьба Селлерса). Все размеры этой резьбы выражаются в дюймах «”» (1”=25,4мм). Шаг выражается числом ниток (витков) на длине одного дюйма с диаметрами от 3/16 до 4” и числом ниток на 1”, равным 24…3.
Трубная цилиндрическая резьба стандартизована, представляет собой мелкую дюймовую резьбу, но в отличие от последней сопрягается без зазоров и имеет закруглённые вершины. Стандартизованы трубные резьбы диаметрами от 1/8 до 6” с числом ниток на одном дюйме от 28 до 11.
Резьбы на деталях получают на сверлильных, резьбонарезных и токарных станках, а также накатыванием, т. е. методом пластических деформаций. Инструментом для накатывания резьбы служат накатные плашки, накатные ролики и накатные головки. Иногда резьбу нарезают вручную. Внутреннюю резьбу нарезают метчиками, наружную – плашками, прогонками и другими инструментами.
Метчики делят: по назначению – на ручные, машинно-ручные и машинные; в зависимости от профиля нарезаемой резьбы – для метрической, дюймовой и трубной резьб; по конструкции – на цельные, сборные (регулируемые и самовыключающиеся) и специальные. В комплект, состоящий из трёх метчиков, входят черновой, средний и чистовой метчики, рисунок . 7.2.
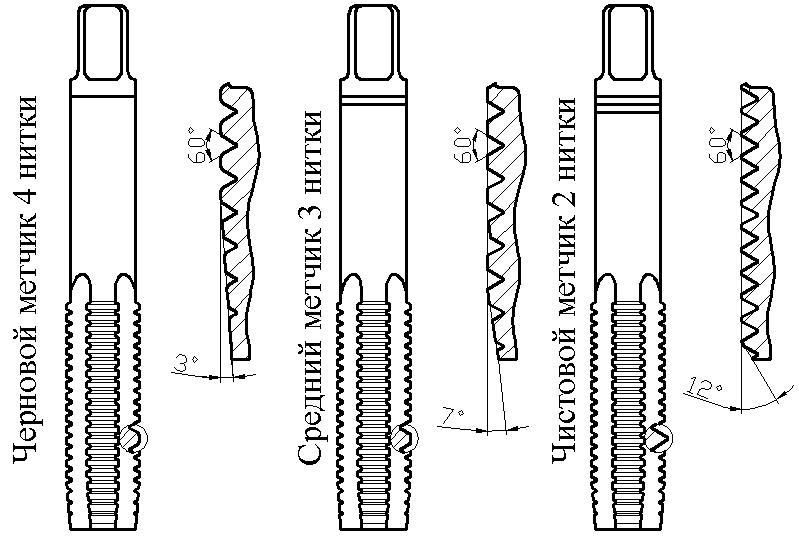
Рисунок 7.2. - Черновой, средний и чистовой метчики.
Метчик состоит из следующих частей: рабочая часть - винт с продольными канавками служит для нарезания резьб. Рабочая часть состоит из заборной (или режущей) части – она производит основную работу при нарезании и калибрующей (направляющей) части – резьбовая часть метчика, смежная с заборной частью - она направляет метчик в отверстие и калибрует нарезаемое отверстие; хвостовик-стержень служит для закрепления метчика в патроне или воротке. Резьбовые части метчика, ограниченные канавками, называются режущими перьями имеющие форму клина. Режущими кромками называются кромки на режущих перьях метчика. Канавки представляют собой углубления между режущими зубьями (перьями), получающиеся путём удаления части металла, они служат для образования режущих кромок и размещения стружки при нарезании резьбы.
По точности нарезаемой резьбы метчики делятся на четыре группы – С, D, Е и Н. Метчики группы С – самые точные, группы Е и Н – менее точные с не шлифованным профилем зубьев. Группа С и D – со шлифованным профилем зубьев; ими нарезают высококлассные резьбы. Машинно-ручные метчики применяют для нарезания метрической, дюймовой и трубной цилиндрической и конической резьб в сквозных и глухих отверстиях всех размеров.
При нарезании резьб вручную, режущий инструмент вращают с помощью воротков, устанавливаемых на квадраты хвостовиков.
Универсальный вороток предназначен для закрепления плашек с наружным диаметром 20мм, а также всех видов метчиков и развёрток, имеющих хвостовики квадратного сечения со сторонами до 8мм. Для закрепления плашек в корпусе универсального воротка имеется гнездо. Плашка закрепляется винтами.
Для нарезания внутренней резьбы, применяют различного вида метчики, а для наружной резьбы применяют плашки различных видов.
Отверстия под резьбу, подбор свёрл. При нарезании резьбы материал частично “выдавливается”, поэтому диаметр сверла должен быть несколько больше, чем внутренний диаметр резьбы. Диаметр сверла для сверления отверстий под метрическую и трубную резьбу определяют по справочным таблицам и вычисляют по формуле dc = d - Kc∙P, где dc – диаметр сверла, мм; Kc – коэффициент, зависящий от разбивки отверстия, берётся по таблицам; d – номинальный диаметр резьбы, мм; обычно Kc=1…1.08; P – шаг резьбы, мм.
Смазывание резьбонарезного инструмента. Получение высококачественной резьбы с наименьшими затратами труда обеспечивает смазка следующего состава (%): олеиновая кислота – 78, стеариновая кислота – 17, сера тонкого полома – 5. Инструментом, смазанным этой пастой, легко нарезается резьба в отверстиях деталей, подвергнутых закалке до HRCЭ 38…42.
Наружную резьбу нарезают плашками вручную и на станках. В зависимости от конструкции плашки подразделяют на круглые, накатные, раздвижные (призматические).
Контроль нарезанной резьбы выполняется с помощью резьбомеров и калибров.
Наиболее часто при резьбонарезании встречаются дефекты следующих видов: рваная, тугая, ослабленная, тупая резьба, срыв резьбы и т.д..
Дата добавления: 2018-05-10; просмотров: 3904;
Поиск по сайту
Узнать еще

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
