Источники питания сварочной дуги
Для питания сварочной дуги применяются специальные источники тока, отвечающим определенным техническим требованиям. Для источников тока большое значение имеет внешняя характеристика, выражающая зависимость напряжения от тока нагрузки. Эта зависимость обычно выражается графически (рисунок 6.3).
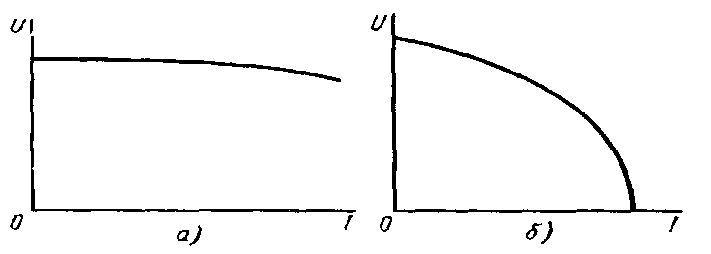 Рис. 6.3. Характеристики источников тока:
а)– обыкновенного; б) - сварочного
Рис. 6.3. Характеристики источников тока:
а)– обыкновенного; б) - сварочного
|
а) – обыкновенный; б) - сварочный
Рисунок 6.3 - Характеристики источников тока
Источники тока для обычных целей (освещение, питание электродвигателей и др.) имеют жесткую (рис. 6.3.а) внешнюю характеристику, приближающуюся к прямой. Такая форма внешней характеристики необходима потому, что обычные потребители требуют для нормальной работы постоянство напряжения питающей сети, независимо от изменения нагрузки.
Совсем другие требования предъявляются к источнику тока для питания сварочной дуги (рисунок 6.3.б). Характеристика его должна быть падающей. При постоянном напряжении горящая дуга будет непрерывно разрастаться, и сила тока в ней будет увеличиваться до разрушения проводников цепи. Наличие падающей характеристики делает возможным устойчивое горение дуги при определенной постоянной силе тока. Режим дуги постоянной длины можно менять, изменяя внешнюю характеристику источника тока. Максимальное напряжение источника тока из условий безопасности принимается не более 90 в.
а) 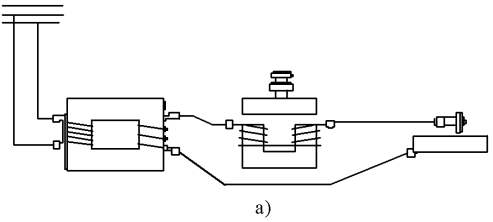
| б) 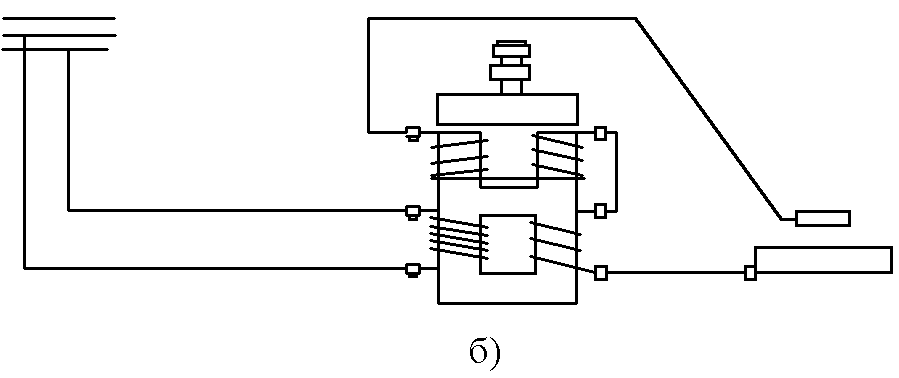
|
в) 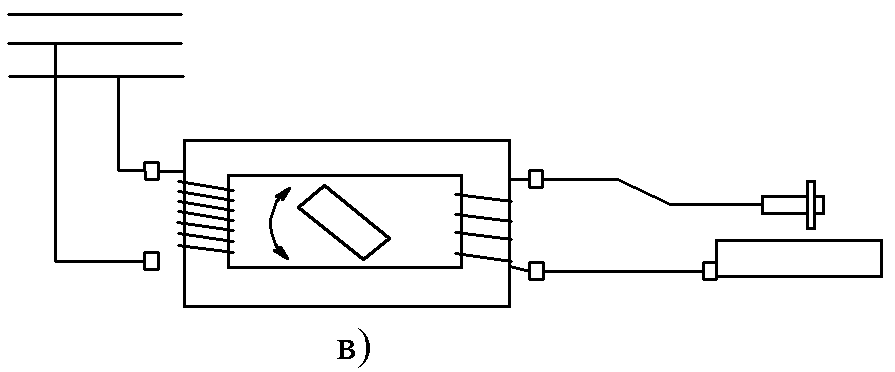
| г) 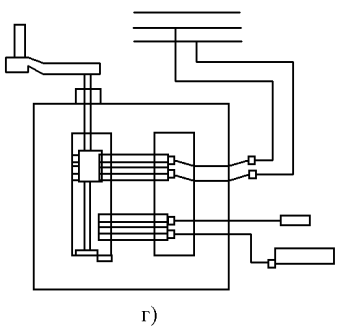
|
| Рис. 6.4.а. Основные схемы сварочных трансформаторов: а) с отдельной дроссельной катушкой во вторичной цепи; б) с дроссельной катушкой во вторичной цепи, конструктивно объединенной в одно целое с трансформатором; в) с увеличенной индуктивностью; г) с подвижной обмоткой. |
а) -с отдельной дроссельной катушкой во вторичной цепи; б) -с дроссельной катушкой во вторичной цепи, конструктивно объединенной в одно целое с трансформатором; в) -с увеличенной индуктивностью; г) -с подвижной обмоткой.
Рисунок 6.4 - Основные схемы сварочных трансформаторов
Сварочные трансформаторы. Сварочные трансформаторы просты по устройству, отличаются малыми размерами и весом, имеют высокий КПД, до 90%. Они расходуют электроэнергии почти в два раза меньше по сравнению с агрегатами постоянного тока. Для получения падающей характеристики последовательно с дугой в сварочную цепь включают необходимое индуктивное сопротивление. Основные схемы сварочных трансформаторов приведены на рисунке 6.4.
Существенным недостатком сварочных трансформаторов является низкий коэффициент мощности (т.н. cos j). Этот недостаток вызывается принципом устройства сварочного трансформатора, в котором падающая характеристика создается высокой индуктивностью цепи. Столь низкий коэффициент cos j весьма нежелателен для электрической сети, в которую включен сварочный трансформатор, и поэтому для его исправления к первичной обмотке параллельно включают конденсатор (рисунке 6.5).
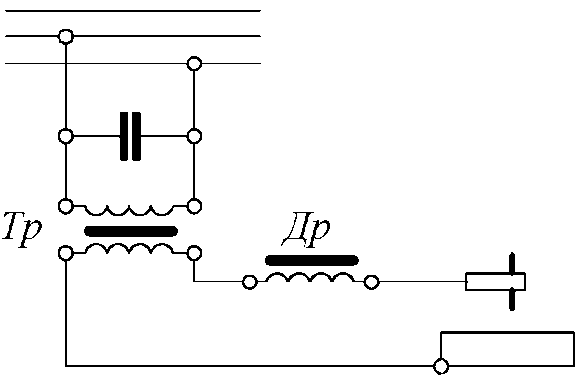
Рисунок 6.5 - Подключение конденсатора.
Генераторы постоянного тока.В настоящее время преобладает сварка дугой переменного тока с питанием от сварочного трансформатора. Качество же сварки в большинстве случаев несколько выше при постоянном токе. Кроме того, имеются работы практически осуществимые только на постоянном токе: сварка малых толщин, сварка неплавящимся электродом, сварка цветных металлов.
Из источников постоянного тока наибольшее применение имеют сварочные генераторы, сконструированные на основе машины постоянного тока, имеющие крутопадающую характеристику. Сила тока такого генератора остается более или менее постоянной во время горения дуги.
Сварочные выпрямители. Для получения постоянного сварочного тока также используются сварочные выпрямители. Простейший сварочный выпрямитель с падающей характеристикой, состоит из трансформатора с увеличенным магнитным рассеиванием и выпрямительного блока.
Осцилляторы. Осциллятор - это прибор, который облегчает зажигание сварочной дуги и обеспечивает устойчивость ее горения посредством наложения на дуговой промежуток вспомогательного переменного тока высокого напряжения и частоты и небольшой мощности. Повышенное напряжение пробивает газовый промежуток при отсутствии или ослаблении сварочного тока (и деионизации газа между электродами).
Выпускаемые сейчас электроды в большинстве случаев обеспечивают достаточно легкое зажигание и устойчивое горение дуги, и применение осцилляторов при обыкновенной сварке сократилось до минимума.
Другие источники питания сварочной дуги. В настоящее время появились более эффективные современные источники питания сварочной дуги, в которых необходимая характеристика достигается с помощью электронных схем на полупроводниках, которые называются тиристорными источниками питания. В виду их относительной дороговизны в эксплуатации они нашли широкое применение только на особо ответственных работах для сварки специальных сталей и цветных металлов.
Требования к сварочному оборудованию для сварки объектов МН. Для реализации технологии сварки при строительстве и капитальном ремонте магистральных нефтепроводов следует использовать однопостовые управляемые тиристорные выпрямители, инверторные выпрямители для ручной, механизированной и автоматической сварки, а также однопостовые или двухпостовые сварочные генераторы. Для реализации технологии ручной дуговой сварки на обратной полярности допускается применение многопостовых выпрямителей, оснащенных электронными регуляторами сварочного тока. Источники сварочного тока должны отвечать общим и специальным требованиям.
Общие требования к источникам сварочного тока:
- возможность использования источников тока в составе передвижных и самоходных агрегатов при пониженном качестве автономной электросети переменного тока, характерного для сетей ограниченной мощности;
-максимальные колебания установленных значений сварочного тока и напряжения из-за взаимного влияния постов не более ± 5% от установленных значений при использовании источников тока для компоновки автономных многопостовых агрегатов питания сварочных постов;
-при колебаниях напряжения питающей сети от +10% до –10% от номинального значения, изменение установленной величины тока (напряжения) не должно превышать ±2%;
Источники тока должны иметь степень защиты не ниже IP22 по ГОСТ 14254-80.
По стойкости к воздействию внешних климатических и механических факторов источники должны отвечать следующим требованиям:
- температура окружающей среды (рабочее значение) от -40 до +40 0С при размещении источников тока в укрытиях агрегатов питания;
- относительная влажность окружающей среды 80% при t = +20 0C в соответствии с ГОСТ 15543.1-89;
- группа по допустимым механическим воздействиям – не ниже М18 в соответствии с ГОСТ 175161-90.
Узлы сварочного оборудования, содержащие силовые конденсаторы, должны иметь устройства для автоматической разрядки конденсаторов.
Сварочное оборудование должно быть защищено отключающими предохранителями или автоматами со стороны питающей сети и соответствовать требованиям главы 7.6 ПУЭ (7 издание, 2002 г.) и ПТЭЭП (2003 г.).
Учитывая, что источники могут использоваться как стационарно, так и в составе автономных агрегатов питания, к ним предъявляются дополнительные требования:
-вращающиеся части сварочного оборудования, части, находящиеся под высоким напряжением или высокой температурой (более 40°С) должны быть надежно ограждены.
-размещение сварочного оборудования, а также расположение и конструкция его узлов и механизмов должны обеспечивать безопасный и свободный доступ к нему.
-на органах управления сварочного оборудования должны быть четкие надписи или условные знаки, указывающие их функциональное назначение. Все органы управления сварочного оборудования должны иметь надежные фиксаторы, исключающие самопроизвольное или случайное их включение (или отключение).
-штепсельные соединения проводов для включения в сеть переносных пультов управления сварочного оборудования должны иметь заземляющие контакты.
-закрепление газоподводящих шлангов на присоединительных ниппелях аппаратуры, горелок и редукторов должно быть надежным и выполнено с помощью хомутов или опрессованных разъемных штуцеров.
-другие параметры должны соответствовать ГОСТ 13821-77.
Требования к сварочным агрегатам. Автономные сварочные агрегаты должны отвечать следующим основным требованиям:
-колебания режимов сварки, вызываемые взаимным влиянием постов при многопостовом питании, не более ± 5% от номинальных значений тока и напряжения;
-наличие дистанционных регуляторов режимов сварки для каждого поста;
-обязательное оснащение агрегатов вспомогательным источником тока для питания электроинструмента, печей для прокалки электродов, освещения рабочего места сварщика;
-наличие в составе самоходных агрегатов питания защитной палатки, обеспечивающей защиту зоны сварки от атмосферных осадков и ветра;
-для постов автоматической и механизированной сварки в защитных газах следует использовать самоходные сварочные агрегаты, которые должны быть оснащены: стрелой грузоподъемностью не менее 400 кг с устройствами для подвешивания защитных палаток, сварочных кабелей, кабелей управления, газовых коммуникаций; рампой для баллонов с защитными газами;
-агрегаты питания должны быть укомплектованы оборудованием для межслойного электроподогрева свариваемых стыков;
-головной агрегат колонны автоматической сварки дополнительно должен быть оснащен компрессором сжатого воздуха для привода внутреннего центратора и необходимой аппаратурой управления;
-установленная мощность агрегата должна быть не менее 20 кВА на 1 пост;
-диапазон температур эксплуатации от плюс 40 до минус 50 0С.
Сварочное оборудование применяемое для реализации технологии сварки при строительстве и ремонте трубопроводов ОСТ, должны выпускаться в соответствии с действующими государственными стандартами и специальными Техническими условиями (ТУ) на каждую марку сварочного оборудования и должны быть аттестованы на группу «Нефтегазодобывающее оборудование», в соответствии с требованиями РД 03-614-03, иметь соответствующие свидетельства об аттестации и входить в реестр ТУ и ПМИ ОАО «АК «Транснефть».
Применение сварочного оборудования не включенных в реестр ТУ и ПМИ ОАО «АК «Транснефть» запрещается.
Дата добавления: 2018-05-10; просмотров: 3136;
Поиск по сайту
Узнать еще
- II. Основные задачи службы торговли и питания
- IV. Обязанности и права штаба службы торговли и питания района
- Tема 2 ИСТОЧНИКИ БАНКОВСКОГО ПРАВА
- VI. Подготовка кадров службы торговли и питания ГО района
- А) Естественные источники излучения
- Альтернативные источники электрической энергии
- Анализ построения системы электропитания и заземления ОТСС
- Анализ процесса питания электролизёра

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
