Пултрузия. Компоненты. Операции. Оборудование. Режимы.
Прессование
Предварительно пропитанный связующим волокнистый наполнитель протаскивается со скоростью 0,6 - 6,1 м/мин через формующее отверстие обогреваемой фильеры определенной
формы. Там происходит уплотнение пучка волокнистого наполнителя, отжим избытка связующего, формование требуемого профиля - тавра, частичное отверждение полимерного связующего Окончательное отверждение происходит в термокамере, с сечением соответствующего сечения, форма профиля достигает длины до 2-х м.
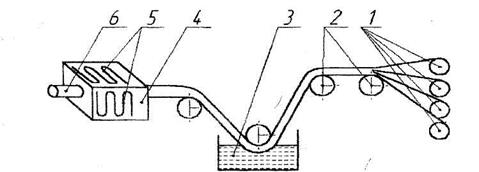
1 - шпули с наполнителем
2 - ролики
3 - ванна со связующим
4 - формующая головка
5 - нагреватели
6 - профиль
Для нагревания используют ТВЧ.
Лекция 16.
5.7. Прессование. Метод холодного прессования. Метод горячего прессования.
Литьевое прессование. Компоненты. Операции. Оборудование. Режимы.
Различают холодное и горячее прессование. Прессование - это метод переработки КМ, заключающийся в пластической деформации наполненного реактопласта под действием давления с последующей фиксацией его формы при отверждении. Данный метод переработки используется для формования изделий относительно простой формы, которая в принципе может быть получена в открытых формах, но должны иметь более точные размеры по толщине или хорошую отделку поверхности с обеих сторон. Процесс формования происходит без нагревания в стеклопластиковой форме при низком давлении (345 КПа) которого, однако достаточно для уплотнения пакета, первая операция процесса такая же, как и при ручной выкладке или напылении с той разницей, что она выполняется в одной из входящих комплектующих форм, которые закрыты уже до начала отверждения.
При холодной прессовке композиция полимера с наполнителем помещается в пресс-форму Поверхность материала выравнивается без приложения давления, а затем пресс-форма смыкается Для получения заготовки с максимальной и равномерной плотностью упаковки частиц, отсутствием воздушных включений, давление увеличивается ступенчато с выдержкой несколько минут.
Плохое уплотнение пресс-материала приводит к образованию микротрещин.
Горячее прессование.
При переработке композиций на основе реактопластов, этим методом, используют различные способы: прямое прессование (компрессионное), литьевое прессование и литье под давлением.
Горячее прессование - это метод переработки КМ, заключающийся в пластической деформации наполненного реактопласта под давлением и температуры, с последующей фиксацией формы и размеров изделия путем его нагревания в пресс-форме.
При прямом прессовании пресс-материал загружается в непосредственно открытую полость пресс-формы. Прямое прессование композиции на НПС ведется при удельном давлении от 0,7 - 21,7 МПа и мало отличается от переработки других реактопластов.
Главное отличие заключается в том, что в место таблеток или сыпучего порошка на формование поступает пластично-вязкое, липкое волокнистая масса или лист, от которого надо отделить защитную пленку, причем во всех случаях пресс-материал необходимо тщательно взвесить Пресс-форма должна быть заполнена полностью и в то же время не должна оставаться приоткрытой из-за передозировки.
Процесс прямого прессования начинается с укладки на матрице пресса стекловолокнистой подножки, необходимой для придания красивого вида и приданию гладкости поверхности. Прессование происходит при давлении 0,5-3,5 МПа и температуре до 140°С. После отверждения из пресса извлекают готовое изделие. Его укладывают на специальный кондуктор. И в случае необходимости производят разметку отверстий при помощи керна, а затем их сверлят. После этого поверхность изделия готовят к окраске. Этим методом могут быть изготовлены не только из предварительно отформованных стекловолокннстых заготовок, но так же изделия из стеклотканей и холстов. По такому методу можно изготовлять плоские и волнистые строй материалы из стеклопластиков, облицовочные панели плоские и волнистые, а так же профилированные кровельные листы.
При литьевом или трансфертном прессовании загрузка материала производится в загрузочную камеру, пресс-формы, откуда через литниковую систему пластифицированный материал впрыскивается в замкнутую пресс-форму, где и происходит отверждение.
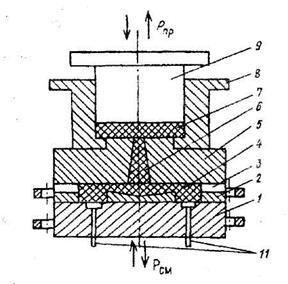
1 - нижняя плита
2 - матрица
3 - воздушный клапан
4 - изделие
5 - верхняя плита
6 - литниковый канал
7 - пресс-остаток
8 - загрузочная камера
9 - шток
10 - стержень толкателя
11 - выталкиватель
При литьевом прессовании форма закрывается до заполнения, обеспечивая высокое качество и точные размеры формующих изделии.
Дата добавления: 2021-11-16; просмотров: 502;
Поиск по сайту
Узнать еще
- Бинарные алгебраические операции.
- Ветеринарно-санитарные мобильные машины и агрегаты для дезинфекции и дезинсекции животноводческих объектов. Аэрозольное оборудование.
- Вопрос 33. Транспортно-экспедиционные операции.
- Вопрос 50. Транспортно-экспедиционные операции.
- Второй учебный вопрос: Постоянные парки. Его основные элементы, их назначение, общее устройство и основное оборудование.
- Замененные компоненты.
- Кабина водителя и ее оборудование.
- Качества мыслительной деятельности. Мыслительный процесс и понятия. Мыслительные операции. Мыслительные способности (интеллект). Расстройство мышления.

Публикации по технике и механике

Публикации по биологии

Публикации по информатике

Публикации по строительству

Публикации по физике

Публикации по химии

Публикации по электронике

Публикации по искусству

Публикации по географии

Публикации по медицине
